2022年机械工程
为了消除轮齿刚度激励,提出零承载传动误差幅值(ALTE)齿轮主动修形设计方法。该方法通过预设修形齿面,结合齿面接触分析、承载接触分析(LTCA)获得轮齿啮合位置最大承载变形;以啮合周期承载变形量与该最大值相等为已知条件,构造新LTCA方程,反求啮合位置的补偿齿间间隙(附加修形量)。该间隙大小需要根据齿面啮合位置进行约束,特点是沿轮齿瞬时接触线的补偿量相等,其叠加于原预设修形齿面即为零ALTE齿轮副的修形齿面。该方法将齿面几何分析与力学分析融为一体,准确快速获得任意修形齿轮零ALTE齿面。结果表明:补偿量的大小、形状与齿面补偿位置、预设修形量、载荷有关系。当补偿位置的预设修形量差异较小时,则补偿量变化与预设修形齿面的ALTE变化规律基本相反即承载变形越大,补偿间隙越小,因为实际补偿的是承载变形差异,整体补偿量也较小。当补偿位置的预设修形量差异较大时,则整体补偿量也较大,原因是不仅要补偿承载变形差异,还要补偿啮合位置预设修形量之间的差异。基于齿间间隙的补偿量不改变齿面接触印痕,预设拓扑修形齿面进行零ALTE的补偿修形可在更宽载荷范围降低ALTE。合理的补偿位置及预设修形量可使补偿量很好地融合于预设修形齿面,即获得可加工的零ALTE齿面,为高性能齿轮齿面减振设计、分析提供理论参考。
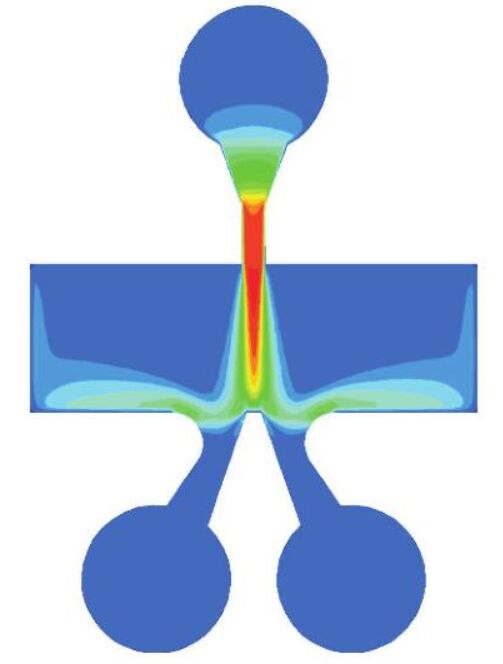
针对传统的薄壁深杯形件成形流程长、效率低、质量控制难的问题,提出采用拉深-流动多工艺复合旋压方法实现此类零件的高效短流程精确制备。基于Abaqus有限元软件建立了SPHC热轧钢薄壁深杯形件拉深-流动多工艺复合旋压成形有限元模型,研究了深杯形件复合旋压成形时的应力应变分布及材料流动行为,揭示了复合旋压的成形机理,结合复合旋压成形试验,验证了有限元模拟的准确性。结果表明:采用多工艺复合旋压工艺可实现深杯形零件的单道次旋压成形,并可获得成形质量良好的薄壁深杯形零件。按照材料变形状况,多工艺复合旋压可分为拉深旋压阶段、流动旋压起始阶段和复合旋压稳定阶段;在流动旋压起始阶段最大等效应变随旋压的进行而急剧上升;在稳定旋压阶段最大等效应变出现在已成形区域,其变形状态为轴向与切向拉伸、径向压缩,而过渡区域为轴向拉伸、径向与切向压缩。流动旋压起始阶段,贴模区域材料向口部的轴向流动随着拉深旋压用与流动旋压用旋轮间的轴向错距量的增大而增大。在复合旋压稳定阶段,坯料与拉深旋压用旋轮接触的外侧区域受三向压应力,而内侧区域受到三向拉应力的作用,坯料与流动旋压用旋轮接触区域受三向压应力作用。为保证旋压成形质量,旋压拉深旋压用旋轮与流动旋压用旋轮之间的轴向错距量应取值大于5.3 mm。
目前隧道掘进机(TBM)施工过程的钢拱架安装均采用人工操作的形式完成,作业环境非常恶劣,导致钢拱架支护效率低、劳动强度大、施工风险高。为此,笔者及其所在团队前期设计了一种钢拱架快速封口安装机构,用于代替人工完成钢拱架的封口作业。抓取模块作为该封口安装机构中直接与钢拱架接触的核心部件,需要具有足够的传动性能,以满足夹持作业需求。为此,文中基于螺旋理论,建立了其运动学模型,推导了输入旋量和输出旋量之间的虚拟系数,研究得到了抓取模块的传动性能,并提出了相应的传动指标;在此基础上,建立了抓取模块的尺寸参数优化模型,结合钢拱架封口件的实际抓取需求,得到抓取模块各尺寸参数的优化结果如下:卡爪与连杆的初始夹角α=88°、导杆的初始位置l??FJ=170?mm,导杆运动范围0 ~ 63 mm。利用ADAMS软件对抓取模块从夹持到张开的姿势变化过程进行分析,得到以下结论:卡爪末端间的距离从50.0 mm逐渐增加至234.6 mm,满足抓取空间需求;输出扭矩呈先增大后减小的趋势,卡爪完全张开时扭矩最小值为21.23 N·m,满足输出扭矩需求。钢拱架封口成环的样机实验表明:抓取模块尺寸参数的测量值与计算模型仅相差4.5 mm,说明模型是正确的;钢拱架的整个封口安装时间为8.6 min,与传统人工作业相比,钢拱架封口机构的作业效率提高了20% ~ 70%。
针对现有机器人接触性操作任务中作用力建模方法表征能力不足、通用性差的问题,以玻璃基板卸片这一实际生产过程为例,对复杂接触动力学的建模方法进行研究。考虑到玻璃基板铲起过程中的作用力受多个界面接触动力学的影响,表现出多模态、非线性、非平稳性的特性,将物理先验知识以不同形式融合在深度学习模型的设计以及训练过程中,提出一种结合深度学习与机理模型的铲起过程作用力预测方法——针对玻璃基板铲起过程的受力特点,提出结合多尺度卷积核、注意力机制以及长短时记忆网络的深度学习模型结构;提出动力学参数随机化方法与基于材料力学、断裂力学的接触力补偿措施,使仿真训练数据更鲁棒地反映真实接触情况;在均方误差损失函数基础上,针对不合理的物理“穿透”行为引入附加损失函数进行网络训练。实验结果表明,所提方法在作用力单步预测中的均方根误差为0.286,可以准确地预测水平与竖直两个方向的作用力,多步预测结果也可以满足应用需求,预测性能优于现有的主流模型。消融实验表明,文中方法的优良预测性能是局部特征提取模块、注意力机制模块与时序特征提取模块3个组件共同作用的结果,同时,所提出的改进损失函数提高了模型训练的稳定性。文中方法可以应用于类似场景中对机器人与环境的接触力预测。
AISI 316L奥氏体不锈钢作为典型的难加工材料,存在着加工效率低和加工过程热-力载荷大的问题。现有关于改善不锈钢加工性能的若干方法,如采用润滑措施、设计刀具表面结构等,均存在明显缺陷,例如,切削液的大量使用不利于环境和人体健康,刀具表面结构的不合理设计反而会加剧刀具磨损。针对现有方法无法很好改善奥氏体不锈钢加工过程热-力载荷大等问题,文中设计了一种新型变接触长度的限制接触刀具,用于加工AISI 316L奥氏体不锈钢,其与传统限制接触刀具相比可以有效减小切削力和摩擦系数。研究中首先基于非等距剪切区模型和切削力学理论,建立了用于预测变限制接触长度的限制接触刀具在车削时的切削力半解析模型;然后,在硬质合金刀具前刀面上通过线切割和微细电火花加工出常规和新设计的限制接触形状(矩形以及梯形限制接触形状),并进行了大量实验用于验证预测模型。结果表明:利用所建立的半解析模型预测出的切削力与实验数据吻合较好;与传统限制接触刀具相比,变限制接触长度的刀具能明显减小切削力。此外,文中还对比分析了传统和变接触长度的限制接触刀具在干切削条件下对切削性能的影响,发现变限制接触长度的刀具比传统限制接触刀具能更有效地降低切削温度和减少刀具磨损。文中研究结果可为切削难加工材料的刀具的设计提供参考。
针对混杂物体散乱堆叠下的机器人抓取场景,使用固定视角相机的视觉抓取存在成功率低的问题,提出一种基于深度强化学习框架的眼-手随动相机视角选择策略,令机器人能够自主地学习如何选择合适的末端相机位姿,以提高机器人视觉抓取的准确率和速度。首先,面向机器人主动视觉抓取任务建立马尔科夫决策过程模型,将视角选择问题转化为对视角价值函数的求解问题。使用编码解码器结构的反卷积网络近似视角动作价值函数,并基于深度Q网络框架进行强化学习训练。然后,针对训练过程中存在的稀疏奖励问题,提出一种新的视角经验增强算法,分别对抓取成功和抓取失败的过程设计不同的增强方式,将奖励区域从单一点拓展到圆形区域,提高了视角动作价值函数近似网络的收敛速度。先期实验部署在仿真平台中,通过搭建机器人模型及仿真抓取环境实施离线强化学习训练。过程中,使用提出的视角经验增强算法可以有效提高样本利用率,加快训练的收敛速度。基于所提出的视角经验增强算法,视角动作价值函数近似网络在2 h以内可达到收敛。为验证所提视角选择策略的实际应用效果,将视角经验增强算法实施在真实场景下的机器人主动视觉抓取实验中。实验结果表明,采用该策略进行的视角优化有效提高了机器人的抓取准确率和抓取速度。相较其他方法,所提出的视角选择策略在实际机器人抓取中只需进行一次视角选择即可获得抓取成功率高的区域,进一步提高了最佳视角选择的处理效率。相对于单视角方法,混杂场景的抓取成功率提升22.8%,每小时平均抓取个数达到294个,具备了进入工业应用的可行性。
混合动力汽车能量管理策略(EMS)优化问题是一类需要综合优化混合动力汽车多个性能指标的多目标多阶段决策问题,而传统的多目标优化算法在求解EMS这类问题时面临求解效率低、收敛性难以保证等挑战。本文结合非支配排序算法的思想,将传统的动态规划法(DP)拓展到多目标优化领域,提出了非支配排序动态规划法(NSDP)。该算法首先将行驶工况划分为多个阶段,在每个阶段中求取混合动力汽车在不同控制策略产生的累积目标值向量,并通过非支配排序算法获得当前的非支配解集以及对应的控制策略,然后利用各个阶段的非支配解集依次逆向迭代,直至获取整个行驶工况的非支配解集前沿以及对应的能量管理控制策略。在仿真实验中,分别应用加权动态规划法(WDP)和非支配排序动态规划法求解功率分流式混合动力汽车和串并联式混合动力汽车在匀加速工况的多目标能量管理策略优化问题,结果表明NSDP能够有效完成求解并保证收敛性,且求解结果在解集均匀性和求解效率方面具有显著的优势。进一步,运用NSDP求解在世界轻型车辆测试工况(WLTC)下串并联式混合动力汽车能量管理优化问题,所得非支配解集可用于分析汽车的工作特性,并能够为实际能量管理策略的制定提供可靠的参考。
拖动示教技术操作简便且效率高,更符合现代化的柔性生产,而实现工业机器人的拖动示教需要准确地测量外力与控制由外力所引起的关节运动。为了实现免力矩传感器测量操作者施加的外力,设计一种基于扰动卡尔曼滤波的外力观测器。该观测器通过将关节外力矩作为扰动项,并引入广义动量,建立机器人系统的状态空间方程,进而采用卡尔曼滤波算法得到关节外力矩的最优观测值。其中,为了提高外力的估计精度,提出以刚体动力学模型和深度神经网络相结合的方式建立机器人的动力学模型,该方法不仅避免了关节摩擦力矩的复杂建模过程,而且将模型中未建模的因素通过深度神经网络进行补偿。为了实现机器人在拖动示教过程中的牵引控制,将机器人的关节运动与外力矩之间的动态响应关系等效为一个质量阻尼系统,并提出一种自适应阻尼的导纳控制方法,将观测到的外力矩转换成示教运动的期望关节转角,并根据外力矩的变化趋势自适应地调整系统阻尼参数,以改善机器人的示教效果。实验表明,所建立的动力学模型在预测力矩上具有更低的均方根误差,可减小不少于20%的误差;采用所提出的控制方案在六自由度的工业机器人上实现了免力矩传感器的拖动示教,自适应阻尼调整方法能减少约19%的关节启动力矩,更有利于机器人示教运动的启停。
微粒子喷丸作为高性能齿轮制造的关键技术之一,准确地分析其对齿轮法向接触刚度的影响规律是研究齿轮动力学及齿轮精密制造的重要课题之一。本文通过对微粒子喷丸齿轮表面微观形貌表征,对比分析微粒子喷丸前后齿面微观形貌变化情况,结合分形理论,考虑单个微凸体弹性-弹塑性-塑性变形及微凸体间相互作用关系,建立微粒子喷丸齿轮法向接触刚度分析模型。仿真分析法向接触刚度随法向载荷、分形维数D、分形粗糙幅值G及材料特性参数的变化规律;利用功率谱密度函数法提取微粒子喷丸齿轮表面分形参数,分析微粒子喷丸对齿轮法向接触刚度的影响。结果表明:微粒子喷丸使得齿面形成随机分布的微米级甚至纳米级凹坑,降低齿面表面粗糙度,但齿面表面粗糙度随微粒子喷丸强度的增加而增加;法向接触刚度随法向载荷、材料屈服强度、齿面分形维数D的增大而增大,随齿面分形粗糙幅值G的增大而减小。微粒子喷丸通过改变齿轮表面微观形貌,进而改变分形维数D和分形粗糙幅值G,使得齿轮法向接触刚度发生变化,与未喷丸齿轮相比,微粒子喷丸能够提高齿轮法向接触刚度,且随着微粒子喷丸强度的增加,齿轮法向接触刚度降低。研究结果为齿轮动力学研究及高性能齿轮制造提供理论基础。


 2022年机械工程
2022年机械工程
