2022 Mechanical Engineering
To solve the problem of the low success rate of robot vision grasping using fixed environment camera in the scene of cluttered and stacked objects, an eye-hand follow-up camera viewpoint selection policy based on deep reinforcement learning is proposed to improve the accuracy and speed of vision-based grasping. Firstly, a Markov decision process model is constructed for robot active vision-based grasping task, then the problem of viewpoint selection is transformed into a problem of solving the viewpoint value function. A deconvolution network with encoder-decoder structure is used to approximate the viewpoint action value function, and the reinforcement learning is carried out based on the deep Q-network framework. Then, to resolve the problem of sparse reward existing in reinforcement learning, a novel viewpoint experience enhancement algorithm is proposed. The different enhancement methods between the successful and failed grasping process are designed respectively. And the reward region can be expanded from a single point to a circular region for improving the convergence speed of the approximation network. The preliminary experiment is deployed on the simulation platform, and the robot model and the grasping environment are simultaneously built in the simulation platform to implement the offline reinforcement learning. In the process, the proposed viewpoint experience enhancement algorithm can effectively improve the sample utilization rate and speed up the convergence of training. Based on the proposed viewpoint experience enhancement algorithm, the viewpoint action value function approximation network can converge within 2 h. To obtain the results from the verification with application, the proposed viewpoint selection policy is applied to the real-world scenes with robot for grasping experiments. The result shows that the viewpoint optimization based on this policy can effectively promote the accuracy and speed of robot grasping. Compared with the general grasping methods, the proposed viewpoint selection policy needs only one viewpoint selection in real-world robot grasping to find the focus region with high grasping success rate. And the method can also promote the processing efficiency of the best viewpoint selection. The grasping success rate in cluttered scenes is increased by 22.8% against the single-view method, and the mean picks per hour can reach 294 units. As whole, it shows that the proposed policy has the capacity of industrial application.
The dragging teaching method is easy to operate and has high teaching efficiency, which is more in line with modern flexible production. To realize the dragging teaching of industrial robots, it is necessary to accurately measure the external force and control the motion caused by the external force. In order to measure the external force exerted by the operator without torque sensor, an external force observer based on disturbance Kalman filter was designed. The observer takes the external joint torque as the disturbance term, and introduces generalized momentum to establish the state space equation of the robot system, and then uses the Kalman filter algorithm to obtain the optimal observed value of the external torque. Among them, in order to improve the estimation accuracy, the robot dynamic model was established by combining the rigid-body dynamic model and a deep neural network, which not only avoids modeling the complex friction torque but also compensates for the unmodeled factors through the deep neural network. Besides, in order to realize the leading control of the robot in the process of dragging teaching, the dynamic response relationship between the teaching motion and the external torque is equivalent to a mass damping system. An admittance control method with adaptive damping was proposed to convert the observed external torque into the desired joint angle of the teaching motion, and adaptively adjust the system damping parameters according to the change trend of the external torque to improve the teaching effect of the robot. The experiment results show that the proposed dynamic model has a lower mean square root error in the prediction torque, which can reduce the error by no less than 20%. The proposed control scheme can realize the dragging teaching without torque sensors on the six-degree-of-freedom industrial robot, and the adaptive damping method can reduce the torque required to rotate the joint by about 19%, which is more conducive to the start and stop of the teaching motion.
Hybrid electric vehicle Energy Management Strategy (EMS) optimization is a multi-objective and multi-stage decision-making problem that needs to comprehensively optimize several performance indicators of hybrid electric vehicles. The traditional multi-objective optimization algorithm faces challenges such as low efficiency and difficult to guarantee convergence when dealing with these problems. Combined with the idea of non-dominated sorting algorithm, this paper extended the traditional Dynamic Programming (DP) to the field of multi-objective optimization, and proposed Non-dominated Sorting Dynamic Programming (NSDP). When using this algorithm, the driving condition was divided into several stages firstly. In each stage, the cumulative target value vector generated by the hybrid electric vehicle in different control strategies was obtained, and the current non dominated solution set and the corresponding control strategy were obtained through the non dominated sorting algorithm. Then, the non dominated solution set of each stage was used for reverse iteration in turn, until the leading edge of the non dominated solution set and the corresponding energy management control strategy of the whole driving cycle were obtained. In the simulation experiment, Weighting Dynamic Programming (WDP) and Non-dominated Sorting Dynamic Programming were applied to solve the optimization problem of multi-objective energy management strategy for power split hybrid electric vehicles and series parallel hybrid electric vehicles under constant acceleration conditions. The results show that NSDP not only can effectively complete the solution and ensure convergence, but also has significant advantages in homogeneity of solution set and solving efficiency. Furthermore, NSDP was used to solve the energy management optimization problem of series parallel hybrid electric vehicles running in Worldwide Harmonized Light Duty Vehicle Test Cycle (WLTC). The non dominated solution set can be used to analyze the working characteristics of vehicles and provides a reliable reference for the formulation of actual energy management strategy.
To eliminate stiffness excitation, this paper proposed an approach of design and analysis for actively modified gears with zero amplitude of loaded transmission error (ALTE). Firstly, the maximum bearing deformation of mesh cycle was obtained based on tooth contact analysis and loaded tooth contact analysis (LTCA) for predesign modified gears. Secondly, taking bearing deformations of meshing period being equal to the maximum value as the known condition, a novel equation for LTCA was developed, then compensating tooth gaps from pitch error (additional modifications) were determined by solving the equation in reverse. Thirdly, the compensating gaps characterized by equal values along instantaneous contact line of tooth were constrained according to the meshing positions, and was added to the predesigned modified pinion to produce novel modified gears with zero ALTE. The method integrated geometric analysis and mechanical analysis of tooth, and it can accurately and quickly obtain any modified gears with zero ALTE. The results show that shape and size determined by the compensating gaps surface are related to the locations of tooth, the predesign modification and load. On the one hand, when the differences of predesigned modification is small, the rule of compensation modification curve is basically opposite to the ALTE of predesigned tooth modification, that is, the larger the bearing deformation is, the smaller the compensation gaps is.Then the overall compensation modification is also small due to only compensating the bearing deformation differences actually. On the other hand, when the differences of the predesigned modification is large, the overall compensation modification is also large due to compensating the differences of both bearing deformation and predesigned modification at the meshing position. Besides, the tooth contact pattern is not changed with the compensation modification and ALTE are reduced on wider loads for gears with zero ALTE based on preset topology modification. Appropriate locations and predesign modifications make the additional modification well integrate into the predesigned and modified surface, so as to obtain the machinable modified pinion with zeros ALTE. It provides a theoretical reference for design and analysis of tooth with vibration reduction and high performances.
Fine particle shot peening is one of the key technologies for high-performance gear manufacturing. In the study of gear dynamics and gear precision manufacturing, one of the important research topics is accurately analyzing the influence of fine particle shot peening on the normal contact stiffness of gear. In this paper, the changes of micro morphology of gear teeth surface before and after the fine particle shot peening were compared and analyzed through characterizing the micro morphology of the fine particle shot peened gear surface. Based on the fractal theory, the normal contact stiffness model of the fine particle shot peened gear was established considering the elastic-elastoplastic-plastic deformation of a single asperity and asperity interaction. It conducted a simulation analysis on the variation law of the normal contact stiffness along with the normal load, the fractal dimension D, the fractal rough amplitude G and the parameter of material property. The influence of fine particle shot peening on the normal contact stiffness of the gear was analyzed by extracting the fractal parameters of fine particle shot peened gear surface with the power spectral density function method. The results show that fine particle shot peening leads to randomly distributed micron or even nanoscale pits on the gear surface, and the decrease of surface roughness. Also, the gear surface roughness increases with the increase of fine particle shot peening strength. The normal contact stiffness increases with the increase of normal load, material yield strength, and fractal dimension D, and decreases with the increase of fractal roughness amplitude G. Fine particle shot peening can change the gear normal contact stiffness by changing the micro morphology of gear surface, and then change the fractal dimension D and fractal roughness amplitude G. Compared with the gear without fine particle shot peening, the normal contact stiffness of fine particle shot peened gears is improved. With the increase of shot peening strength, the normal contact stiffness of gears decreases. The research results provide a theoretical basis for gear dynamics research and high-performance gear manufacturing.
At present, the installation of steel arch during the construction of tunnel boring machine (TBM) is completed by manual operation, and the working environment is very harsh, thus leads to the problems of low support efficiency, high labor intensity and high construction risk. Therefore, the authors and their team had designed a steel arch rapid-looping installation mechanism to replace manual operation. As the core part of the looping installation mechanism that directly contacts with the steel arch, the grasping module demands sufficient transmission performance to meet the requirements of clamping operation. Based on the screw theory, the paper established a kinema-tics model of the grasping module, and deduced the virtual coefficient between the input screw and the output screw. Then, the transmission performance of the grasping module was obtained and its transmission index was proposed. On this basis, the size parameter optimization model of grasping module was established. According to the actual grasping requirements of the steel arch looping parts, the optimization results of each size parameter were obtained as follows: the initial included angle between the jaw and the connecting rod is α = 88°, the initial position of the guide rod is lFJ = 170 mm, and the movement range of the guide rod is 0 ~ 63 mm. Using ADAMS software to analyze the posture change process of the grasping module from clamping to opening, it comes to the conclusion that, the distance between the ends of the jaws gradually increases from 50.0 mm to 234.6 mm, which meets the requirements of grasping space; the output torque increases first and then decreases. When the jaw is fully opened, the minimum torque is 21.23 N·m, which meets the output torque demand. Finally, the steel arch looping installation experiment shows that, the difference between the measured values and the calculated model is only 4.5 mm, which proves the correctness of the model; the whole looping installation time of the steel arch is 8.6 min. As compared with the traditional manual operation, the operation efficiency of the steel arch looping mechanism is improved by 20% ~ 70%.
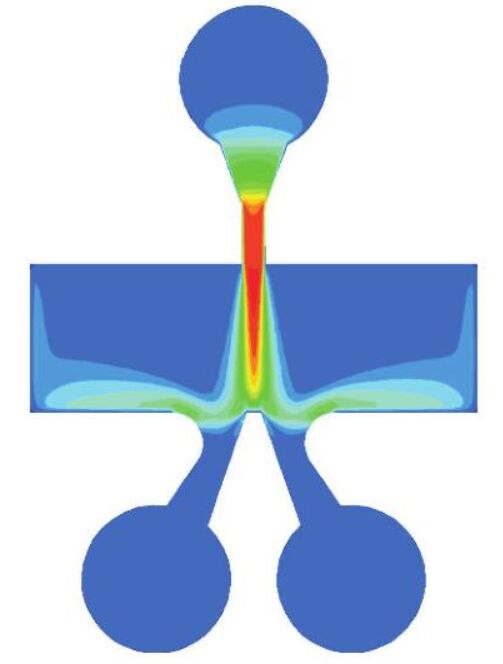
To solve the problems of long forming process, low efficiency, and difficult quality control in the traditional machining methods for thin-walled deep cup-shaped parts, a deep drawing-flow multi-process compound spinning method, which can realize the precise preparation of such parts with high efficiency, was proposed in this paper. Based on software Abaqus, a finite element model of Compound Spinning for the deep cup-shaped part of SPHC steel was established. It was used to study the strain and stress distribution and the flow of the material in the compound spinning process of deep cup shaped parts, and reveal the forming mechanism of compound spinning. Combining with the compound spinning forming experiments, the correctness of the finite element model was verified. The results show that the multi-process compound spinning process can obtain the thin-walled deep cup-shaped parts with good forming quality in single spinning process. According to the deformation of materials, multi process compound spinning can be divided into drawing spinning stage, flow spinning initial stage and compound spinning stable stage. In the initial stage of flow spinning, the maximum equivalent strain rises sharply with the progress of spinning. In the stable spinning stage, the maximum equivalent strain appears in the formed region, and its deformation state is axial and tangential tension and radial compression, while the transition region is axial tension, radial and tangential compression. In the initial stage of flow spinning, the axial flow of the material in the die area to the mouth increases with the increase of the axial offset between the rollers for deep drawing and flow spinning. In the stable stage of compound spinning, the outer area of the blank in contact with the roller for deep drawing spinning is subject to three-dimensional compressive stress, while the inner area is subject to three-dimensional tensile stress, and the contact area between the blank and the roller for flow spinning is subject to three-dimensional compressive stress. To ensure the spinning forming quality, the axial offset between the roller for spinning drawing and the roller for flow spinning should be greater than 5.3 mm.
 2022 Mechanical Engineering
2022 Mechanical Engineering
