华南理工大学学报(自然科学版) ›› 2026, Vol. 54 ›› Issue (1): 94-103.doi: 10.12141/j.issn.1000-565X.250084
一种电子增材制造喷墨打印精度的协同控制方法
刘清涛1, 于攀宇1, 郭炯棋1, 尹恩怀2, 杨鹏涛1, 吕景祥1
- 1.长安大学 道路施工技术与装备教育部重点实验室,陕西 西安 710064
2.西安瑞特三维科技有限公司,陕西 西安 710068
A Collaborative Control Method for Inkjet Printing Accuracy of Electronic Additive Manufacturing
LIU Qingtao1, YU Panyu1, GUO Jiongqi1, YIN Enhuai2, YANG Pengtao1, LÜ Jingxiang1
- 1.Key Laboratory of Road Construction Technology and Equipment of the Ministry of Education,Chang’an University,Xi’an 710064,Shaanxi,China
2.Xi’an Ruite 3D Technology Co. ,Ltd. ,Xi’an 710068,Shaanxi,China
摘要:
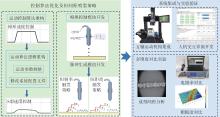
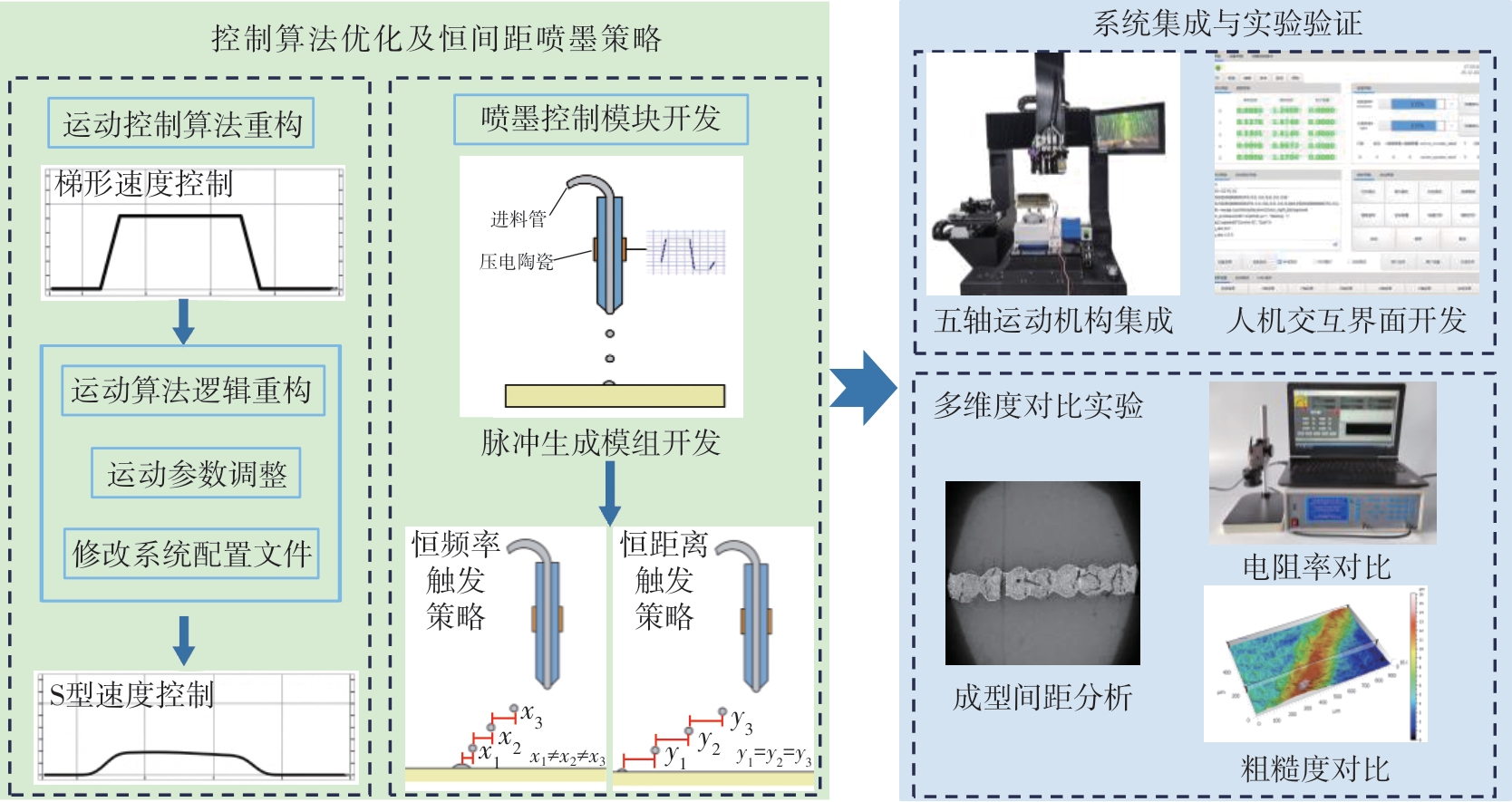
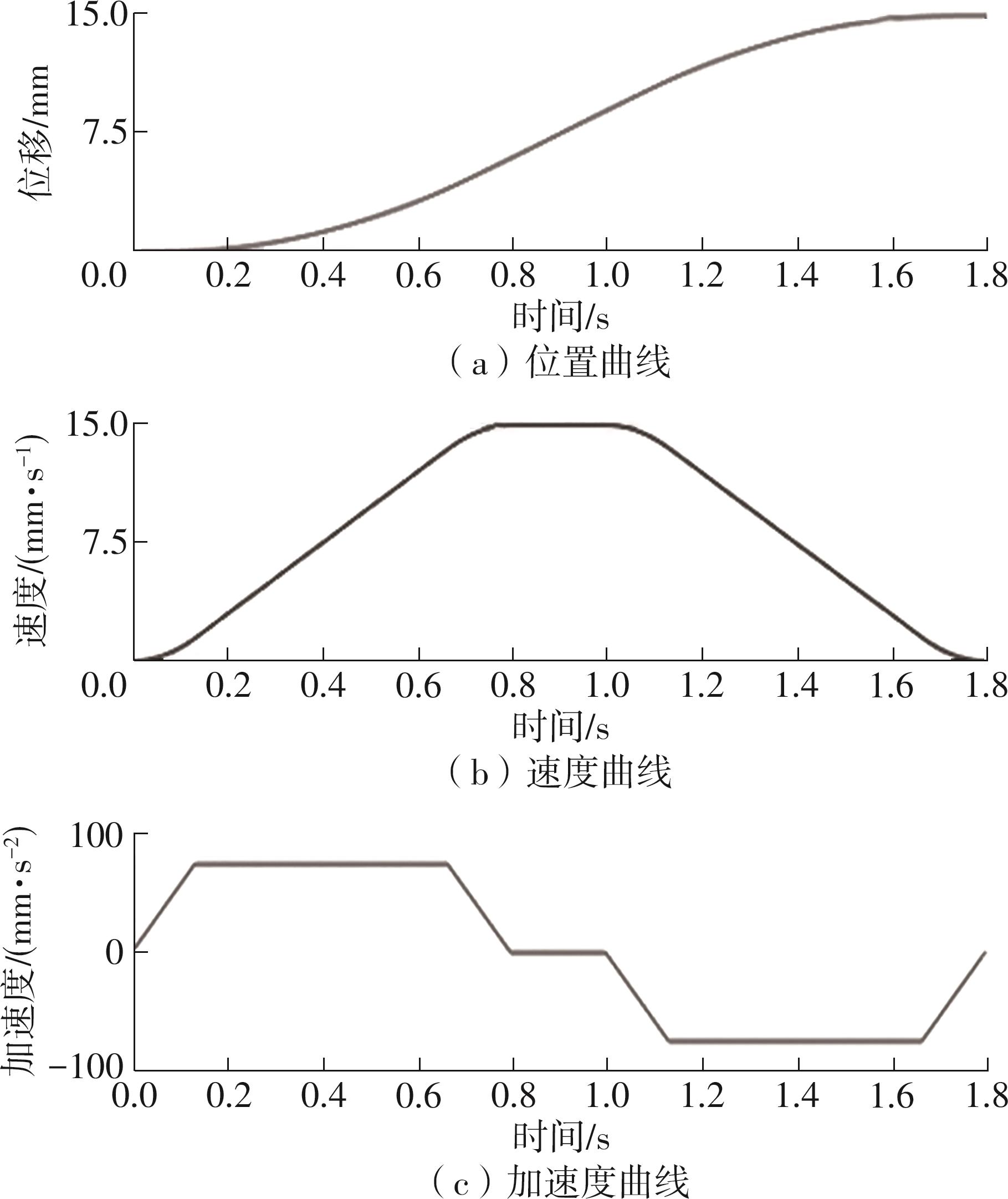
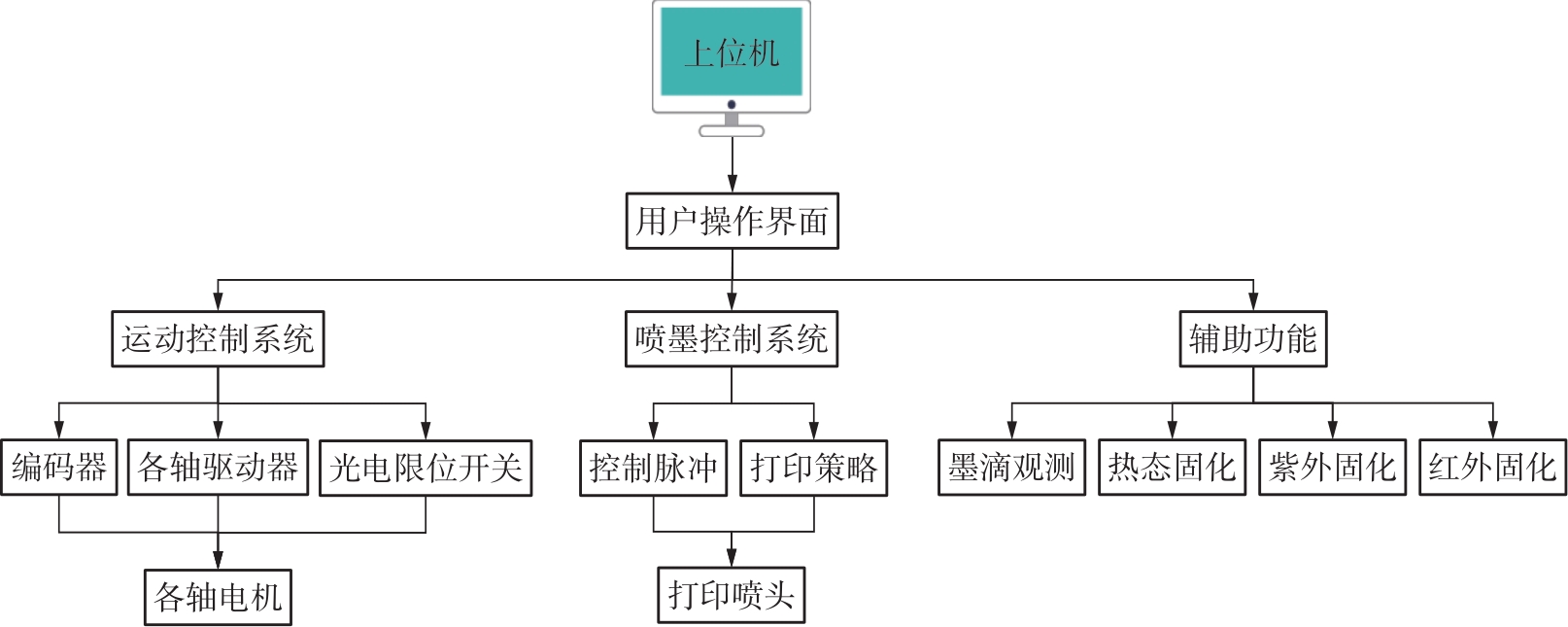
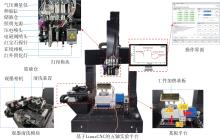
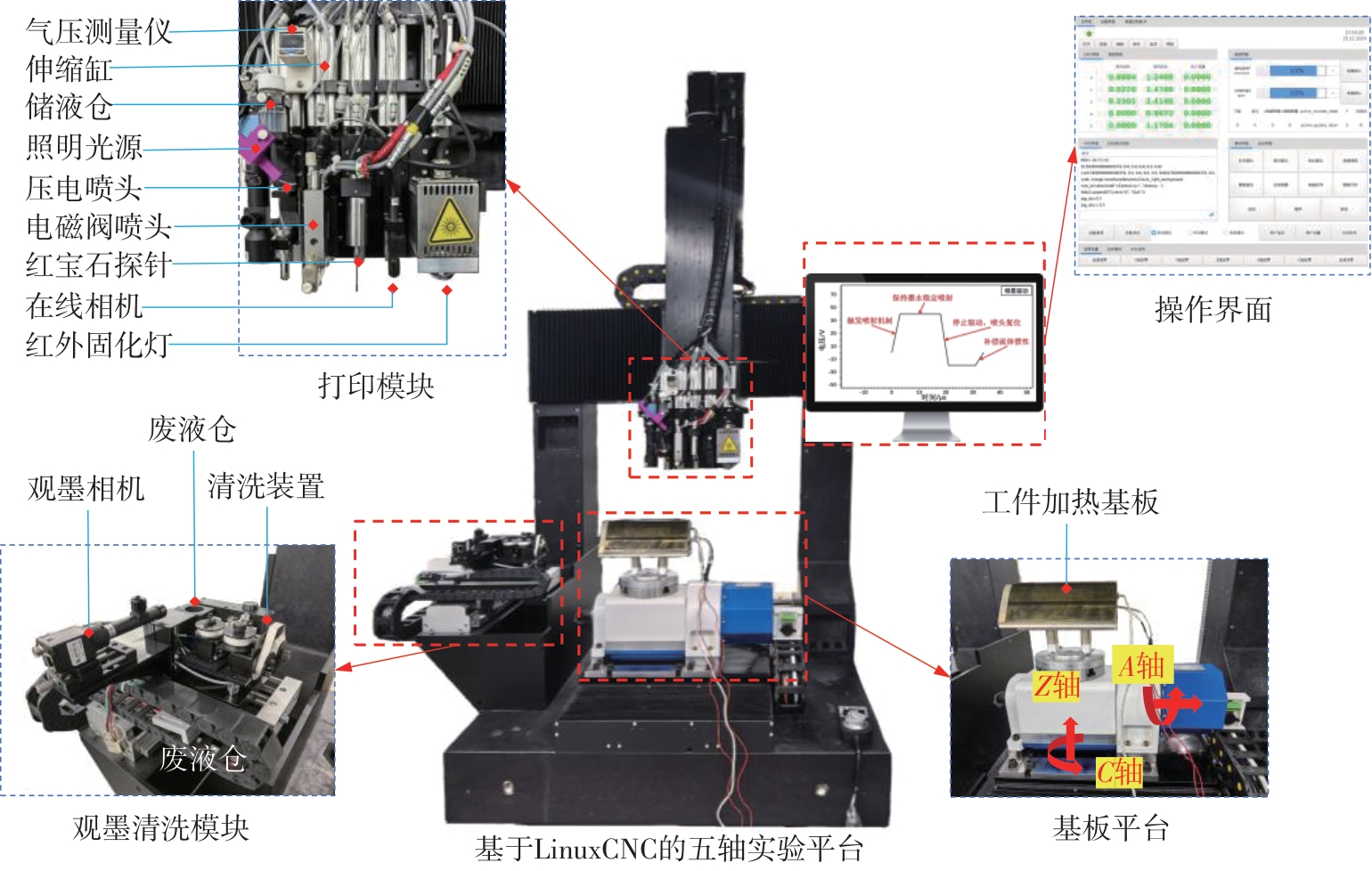
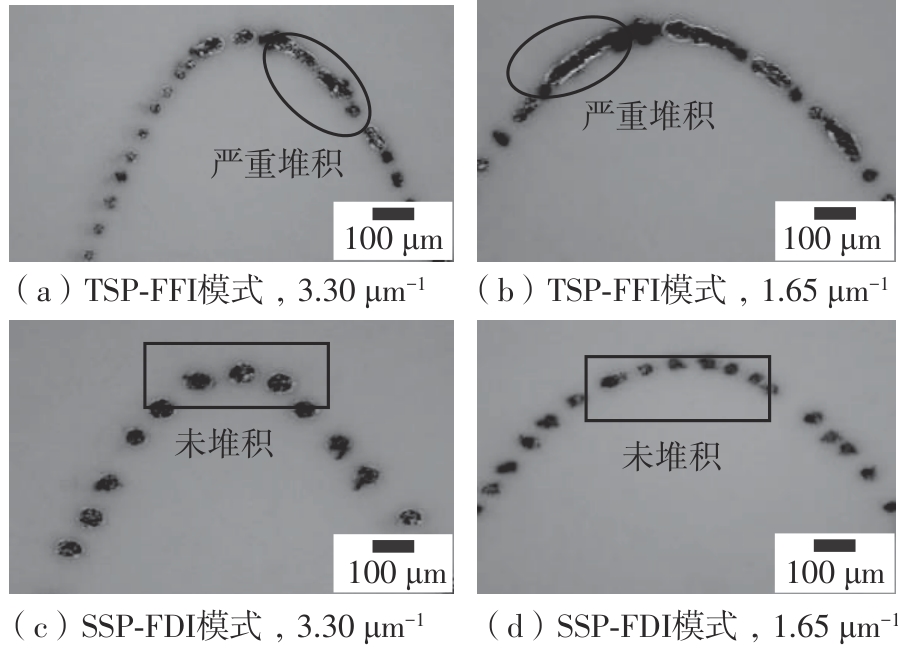
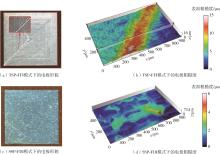
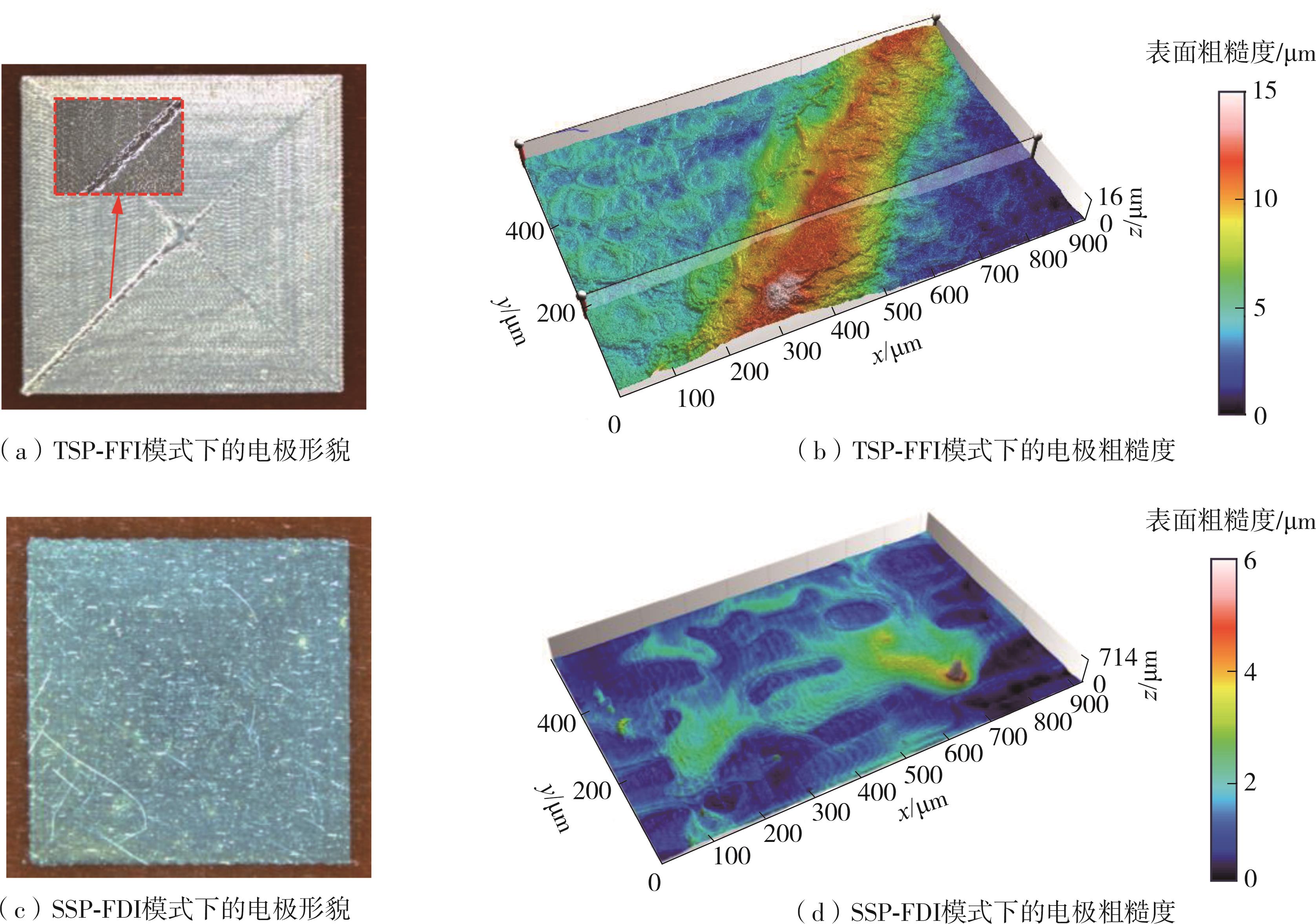
电子增材制造技术在高精度微电子制造中具有重要的应用价值,但打印速度波动导致的墨滴落点低精度问题一直制约着打印质量的提升。鉴于此,该文提出了基于LinuxCNC的S型速度规划+恒间距喷射(SSP-FDI)协同控制策略,通过将传统数控系统速度算法优化为S型速度控制算法来有效降低运动冲击,采用恒间距触发模式来实现墨滴间距的精确控制,削弱速度波动对落点精度的影响。作者还自主搭建了一套集成五轴运动控制与电子喷墨打印的实验平台,开发了相应的控制系统,设计了多角度折线以及电极对比实验。结果表明:相较于传统的梯形速度规划+固定频率喷射控制策略,SSP-FDI协同控制策略可显著降低墨滴落点的精度误差;在基板温度为100 ℃、20 mm × 20 mm的矩形电极打印实验中,补偿后的电极表面最大粗糙度降低至6 μm;在5组不同的基板温度下,样件表面粗糙度平均降幅达18.79%,电阻率平均降幅达18.70%。该文提出的基于LinuxCNC的协同控制策略能有效提升复杂轨迹下的打印质量,为高精度电子器件增材制造提供了一种新的解决方案。
中图分类号: