华南理工大学学报(自然科学版) ›› 2026, Vol. 54 ›› Issue (1): 134-148.doi: 10.12141/j.issn.1000-565X.250053
基于斜角切削的球头铣刀铣削力建模
靳淇超1,2, 李军1, 叶子银1, 俞弘宇1, 郭磊3
- 1.长安大学 道路施工技术与装备教育部重点实验室,陕西 西安 710064
2.中国航发西安航空发动机有限公司,陕西 西安 710021
3.西安交通大学 精密微纳制造技术全国重点实验室,陕西 西安 710054
Modeling of Milling Force for Ball End Milling Cutter Based on Oblique Cutting
JIN Qichao1,2, LI Jun1, YE Ziyin1, YU Hongyu1, GUO Lei3
- 1.Key Laboratory of Road Construction Technology and Equipment of MOE,Chang’an University,Xi’an 710064,Shaanxi,China
2.AECC Xi’an Aero-Engine Ltd. ,Xi’an 710021,Shaanxi,China
3.State Key Laboratory for Manufacturing Systems Engineering,Xi’an Jiaotong University,Xi’an 710054,Shaanxi,China
摘要:
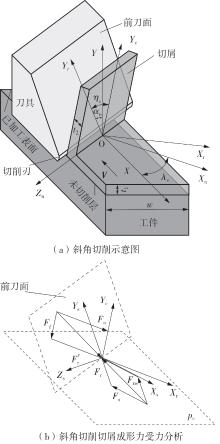
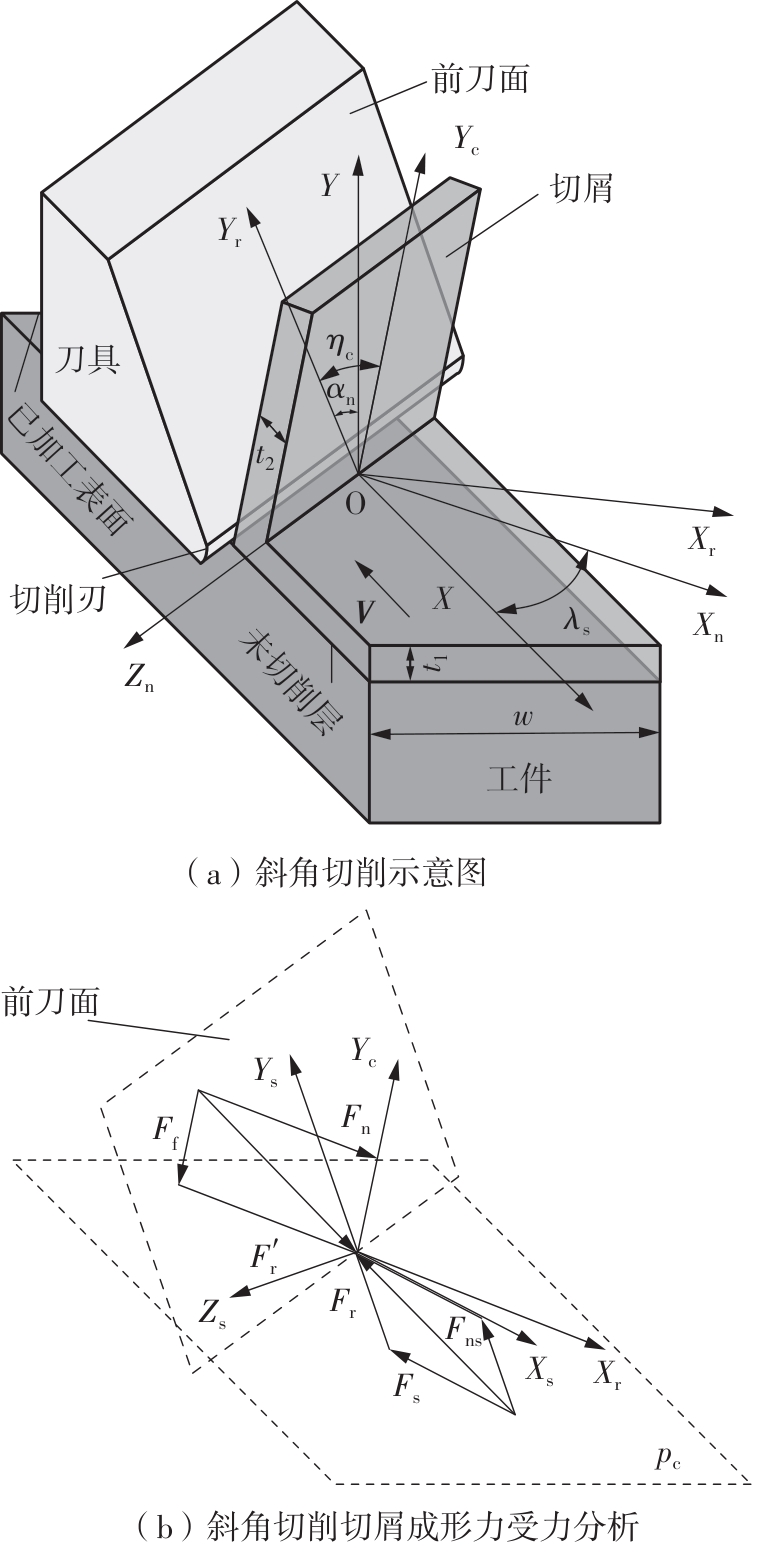
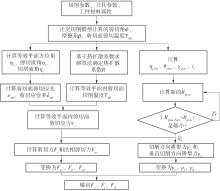
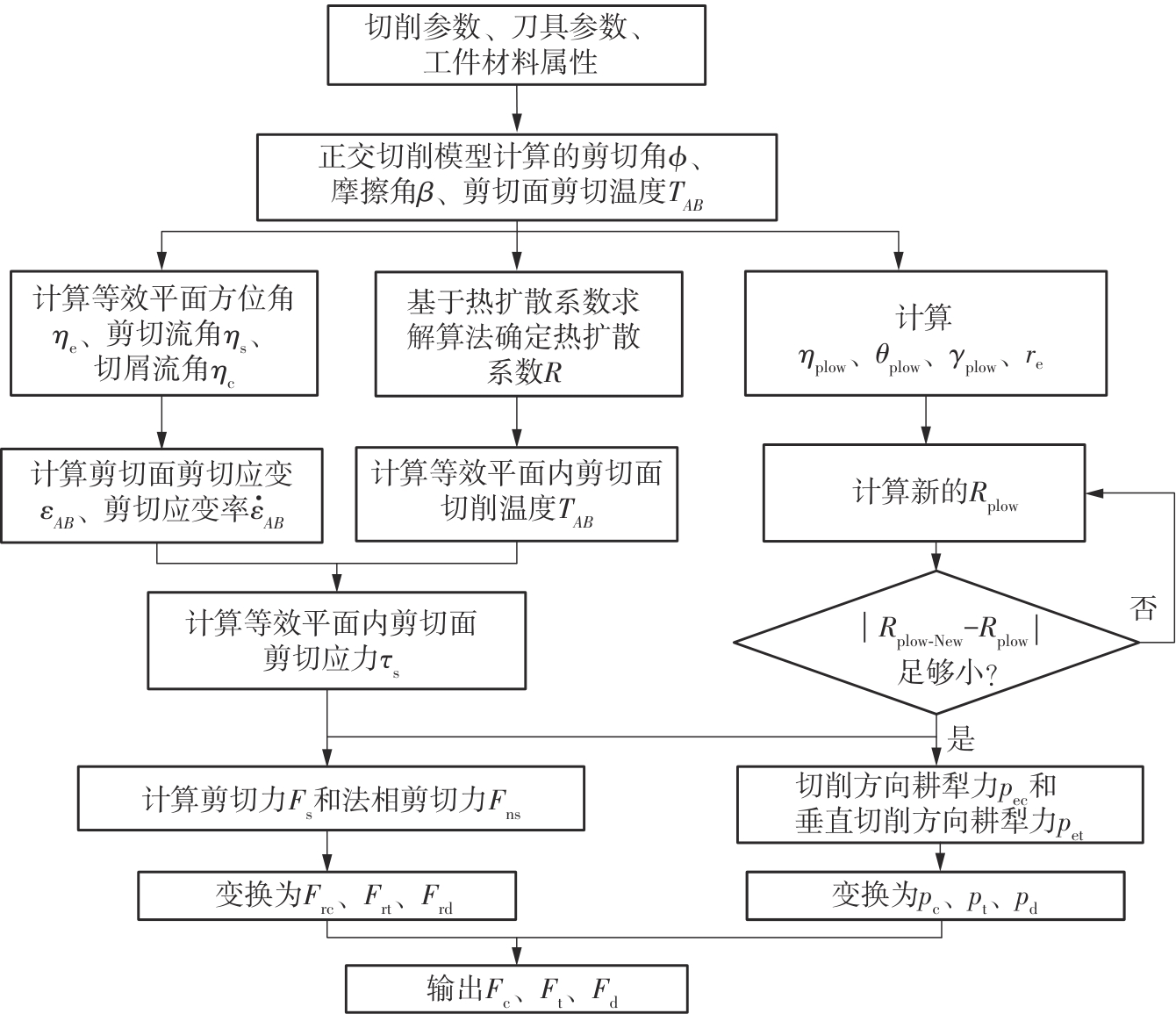
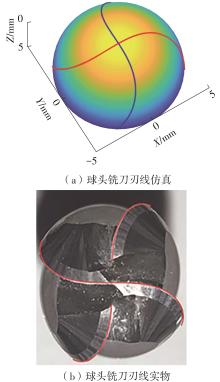
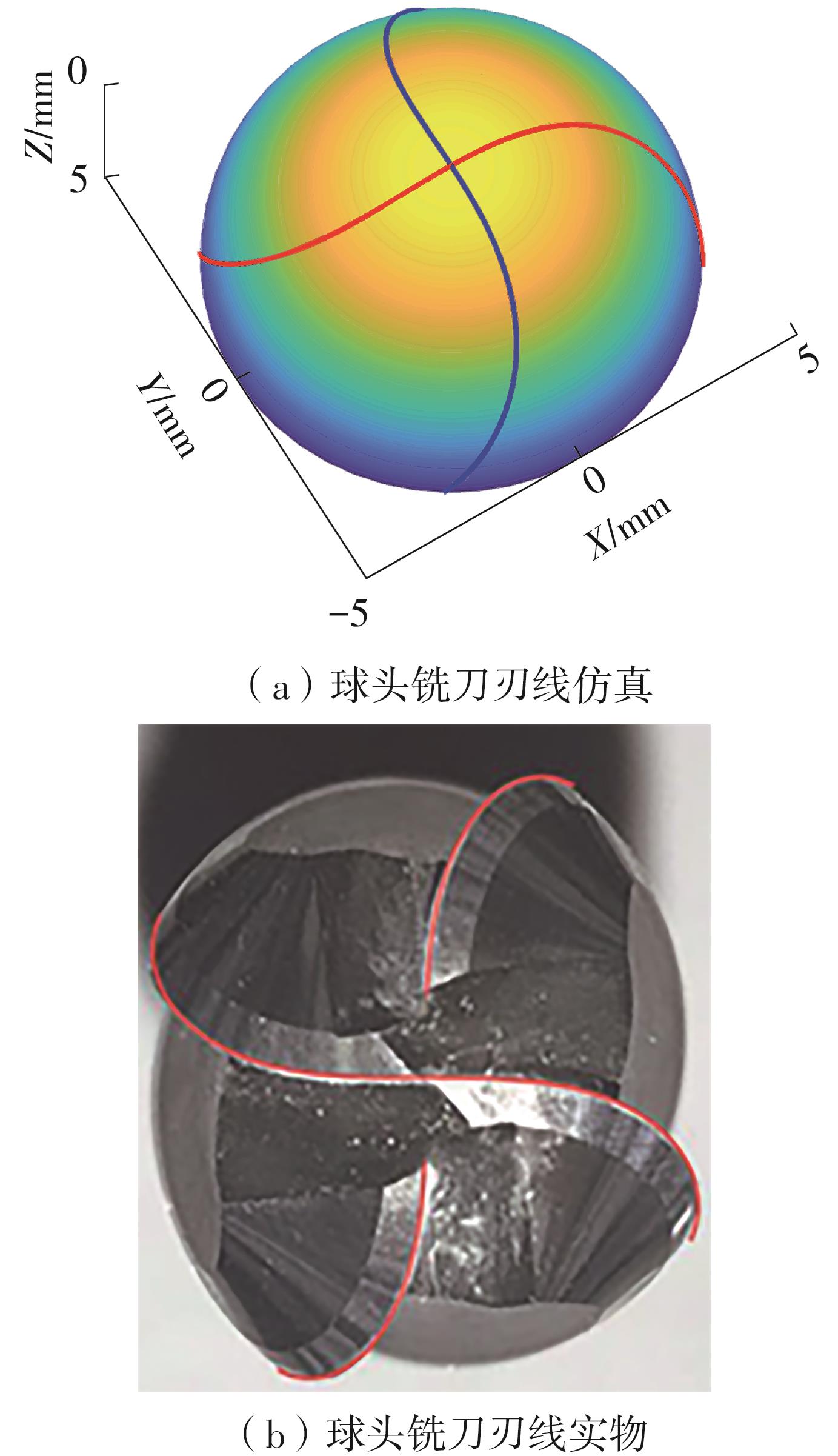
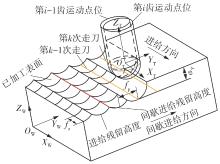
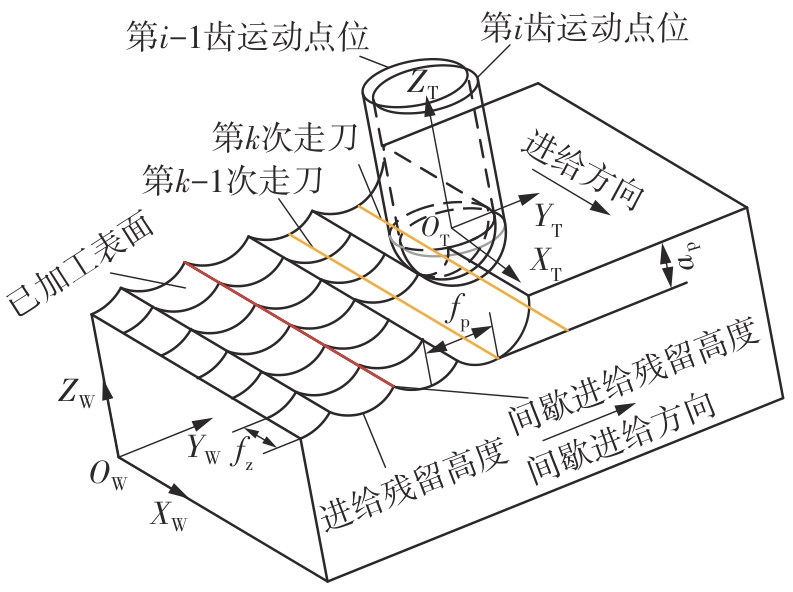
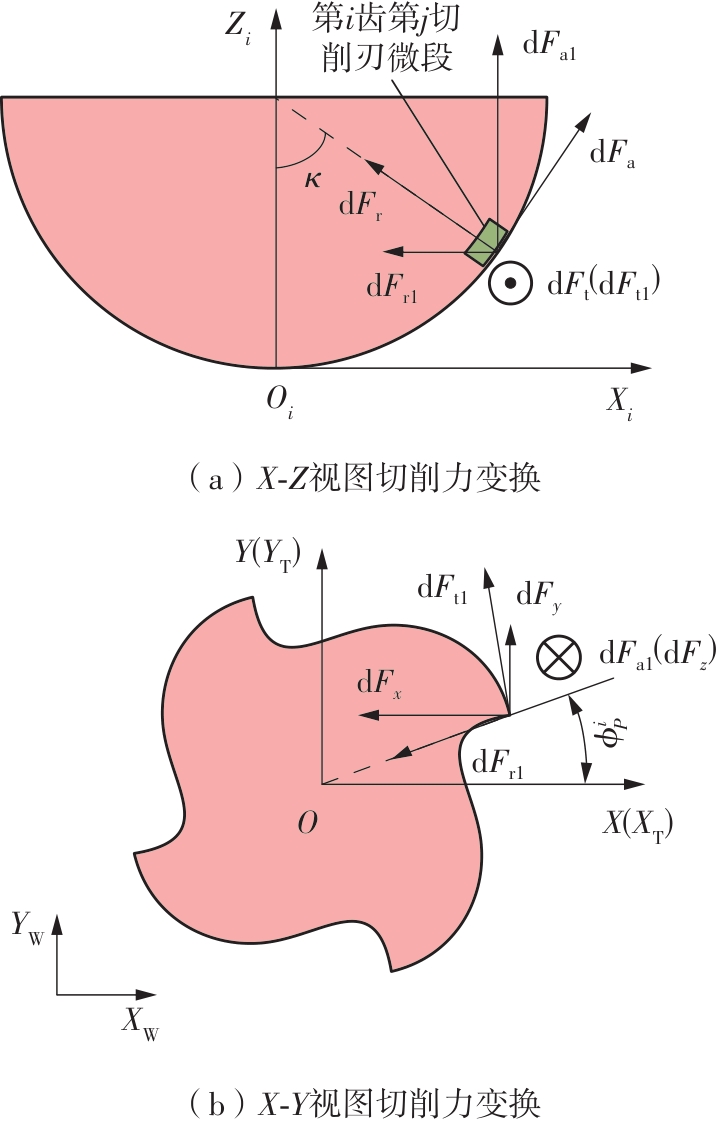
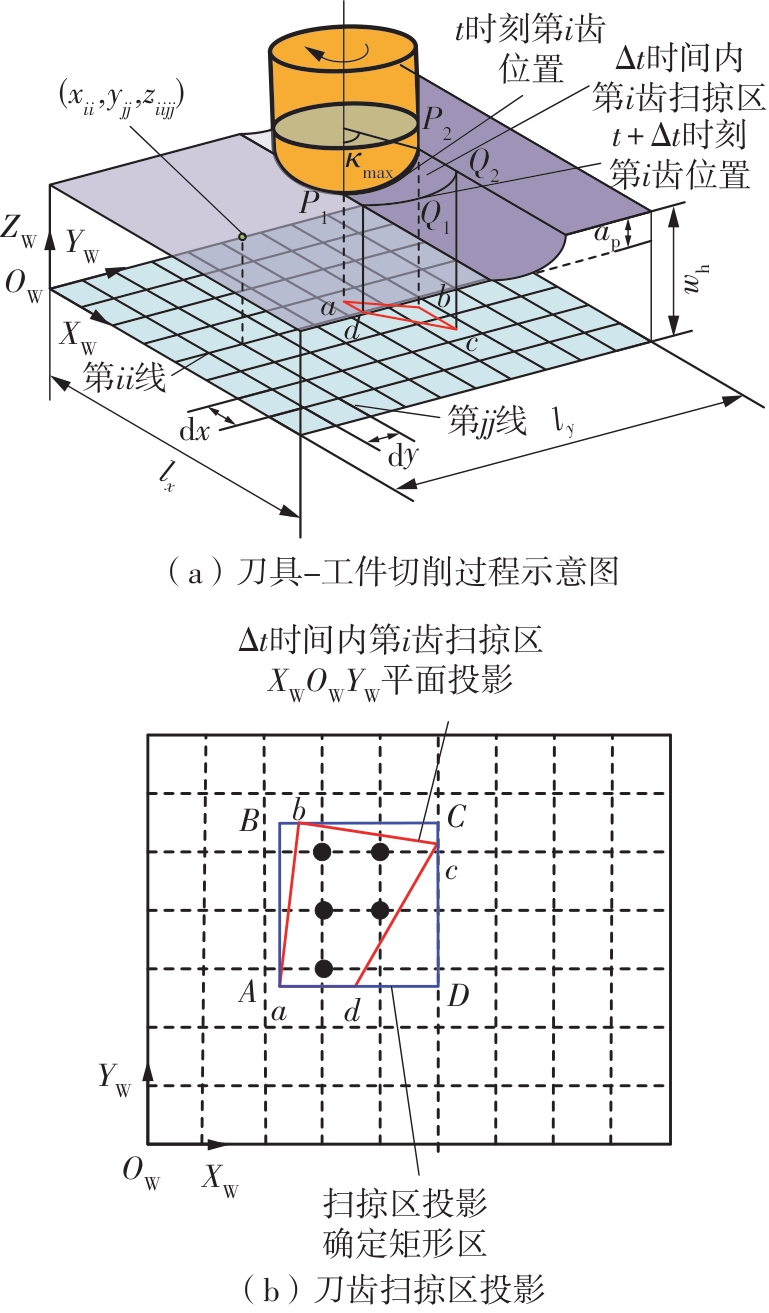
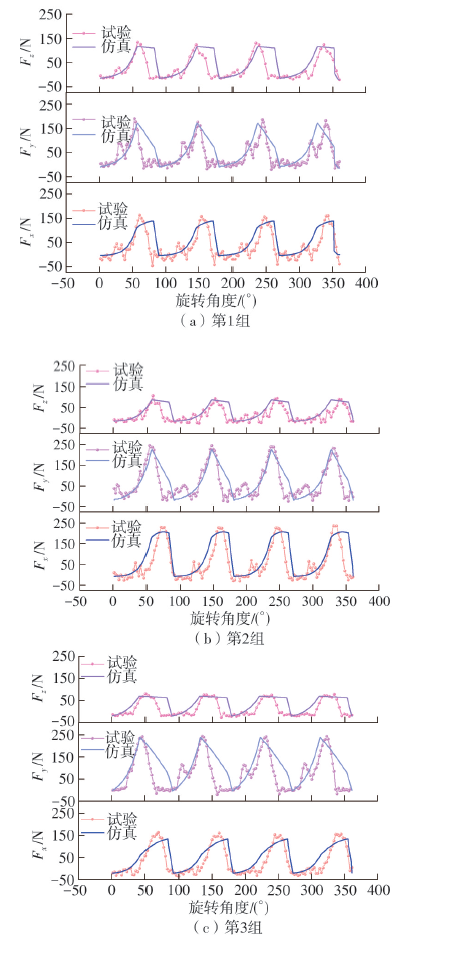
针对球头铣刀在变刃倾角条件下切削时所呈现的三维力场分布复杂、未变形切屑厚度动态变化显著等特点,为实现球头铣刀多轴铣削过程中切削力的高精度建模与预测,提出了一种融合斜角切削理论与动态运动学仿真的铣削力建模方法。基于等效平面法建立斜角切削力学解析框架,通过空间坐标变换将三维切削转化为二维平面切削,推导同时包含剪切效应与耕犁效应的复合力学模型,揭示了刃倾角对切削区材料流动方向、剪切变形区形态以及应力分布的调控机制;其次建立球头铣刀刃线几何特征,结合刀具-工件运动学耦合模型,求解刀齿运动微分方程,并通过改进型Z-MAP算法实现动态加工表面形貌仿真,提取时变未变形切屑厚度分布;进而提出一种多尺度力学映射策略,将刀具刃口沿曲线方向离散为微元切削单元,基于斜角切削解析模型对各微元的切向力、径向力与轴向力进行迭代积分,最终叠加得到完整的三维铣削力时域信号。最后开展实验验证,结果表明:模型在轴向、进给方向与切宽方向的铣削力预测最大误差分别为18.3%、10.8%与22.4%,验证了模型在复杂几何刀具受力分析中的准确性与适用性。该研究方法融合了宏观运动学仿真与微观力学解析,可为球头铣刀的工艺参数优化、刀具结构设计与加工稳定性提升提供理论支撑。
中图分类号: