华南理工大学学报(自然科学版) ›› 2024, Vol. 52 ›› Issue (6): 81-88.doi: 10.12141/j.issn.1000-565X.230360
3D打印速度对铸造蜡成型翘曲变形的影响
莫海军( ), 梁道明, 林晨彬, 刘翔
), 梁道明, 林晨彬, 刘翔
- 华南理工大学 机械与汽车工程学院,广东 广州 510640
Effect of 3D Printing Speed on Warpage Deformation of Casting Wax Forming
MO Haijun(), LIANG Daoming, LIN Chenbin, LIU Xiang
- School of Mechanical and Automotive Engineering,South China University of Technology,Guangzhou 510640,Guangdong,China
摘要:
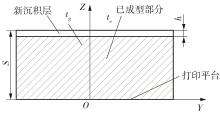
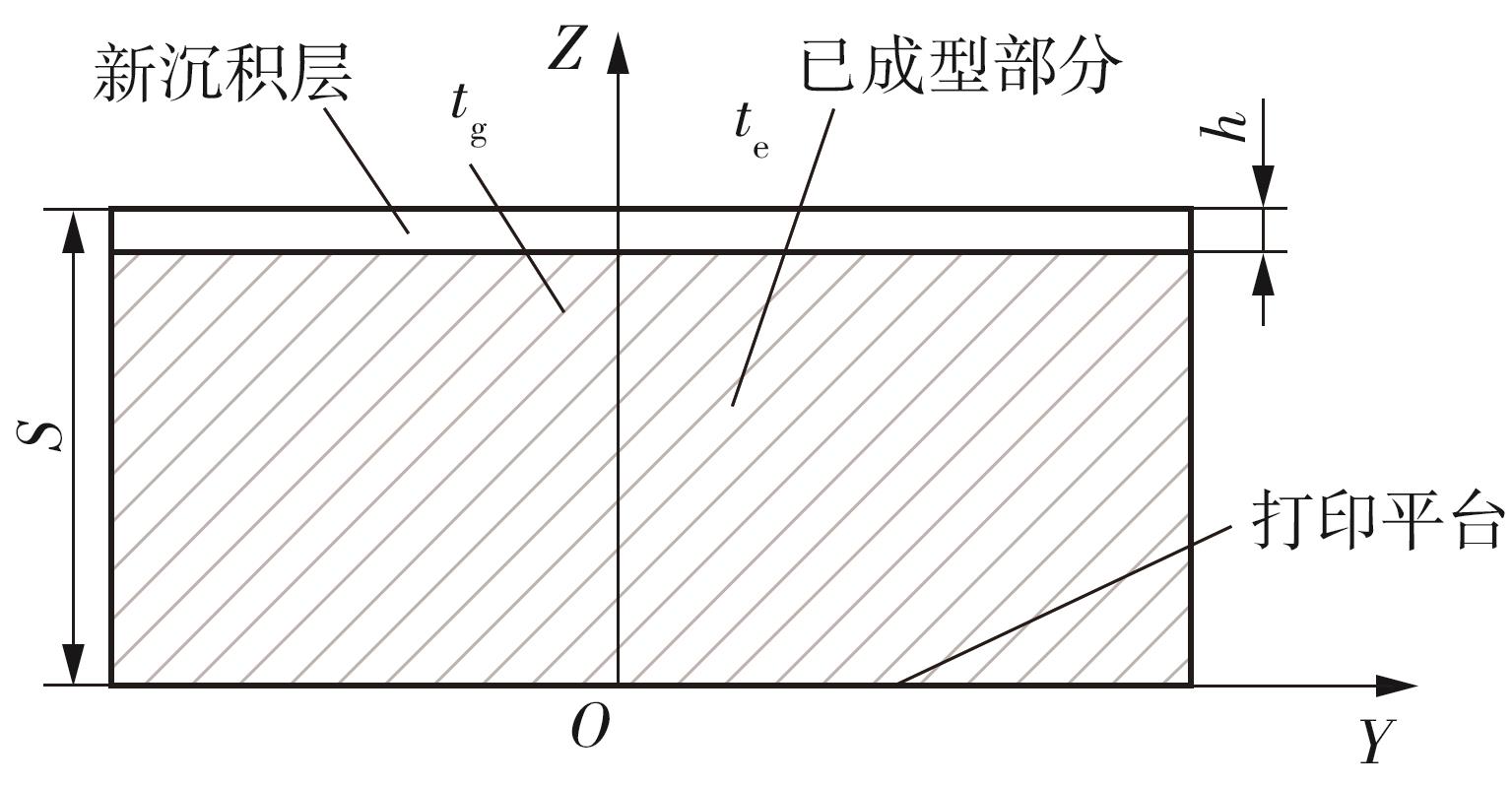
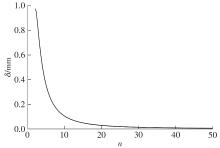
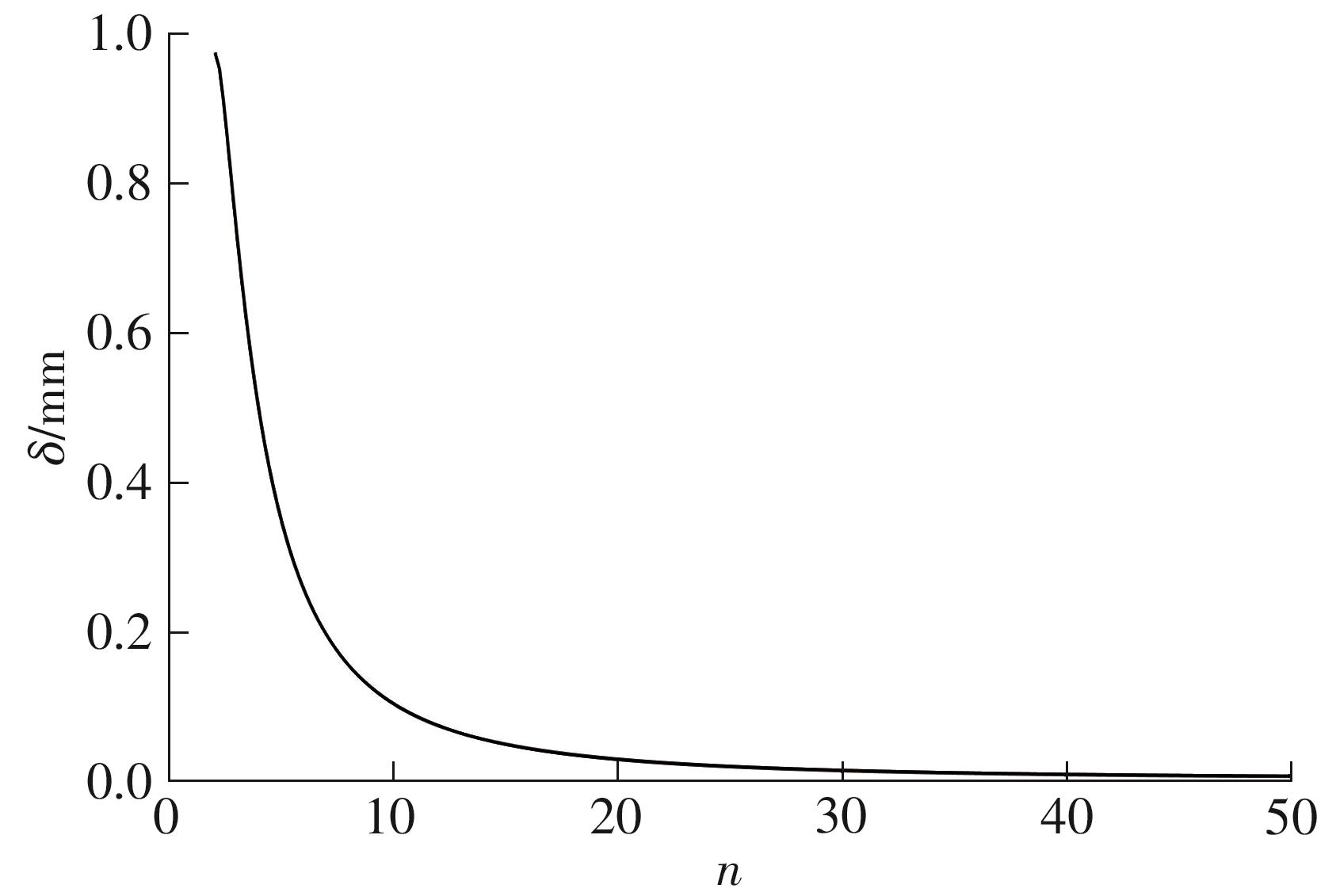
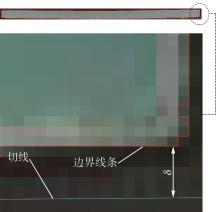
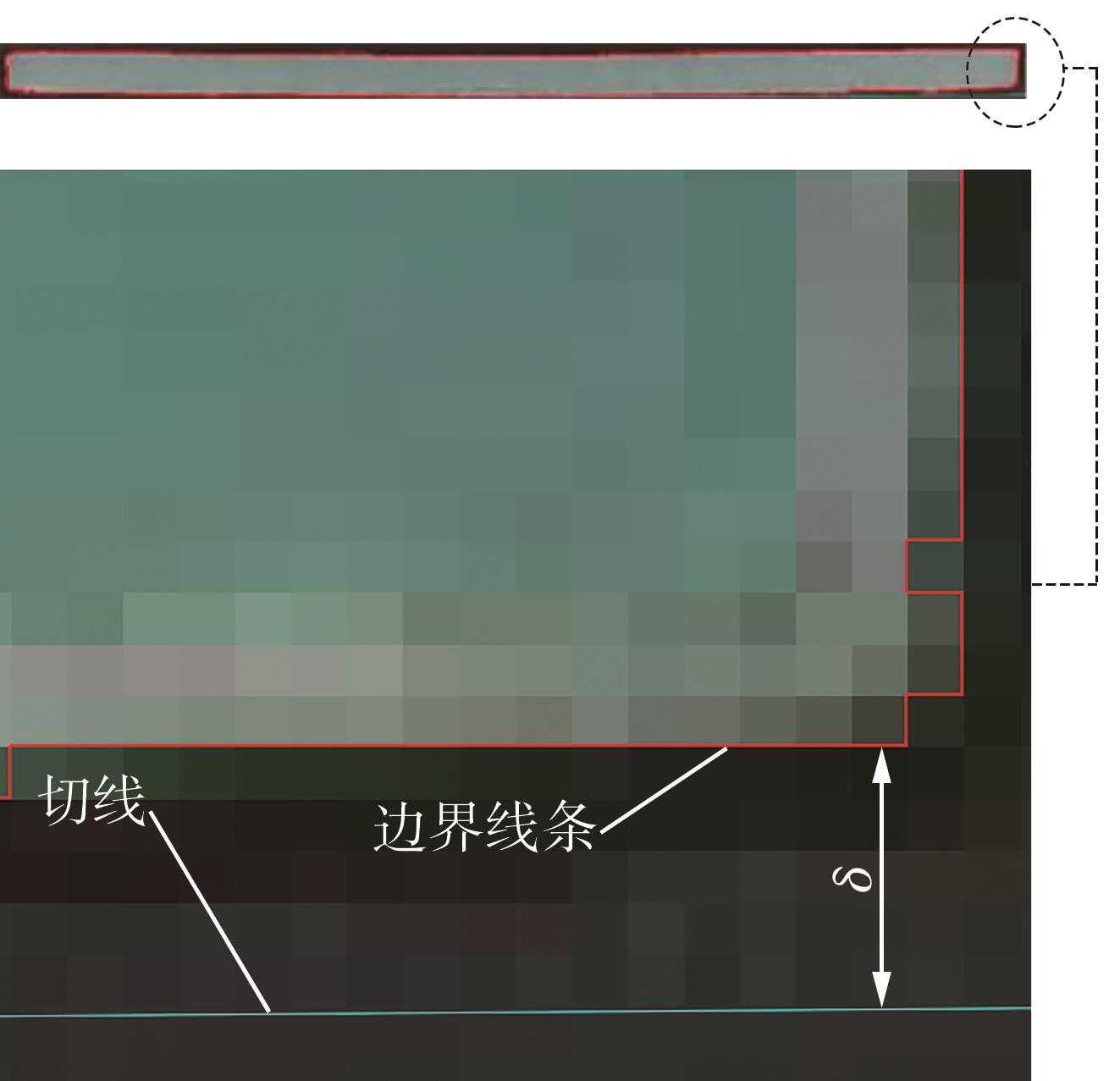
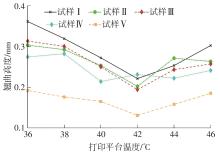
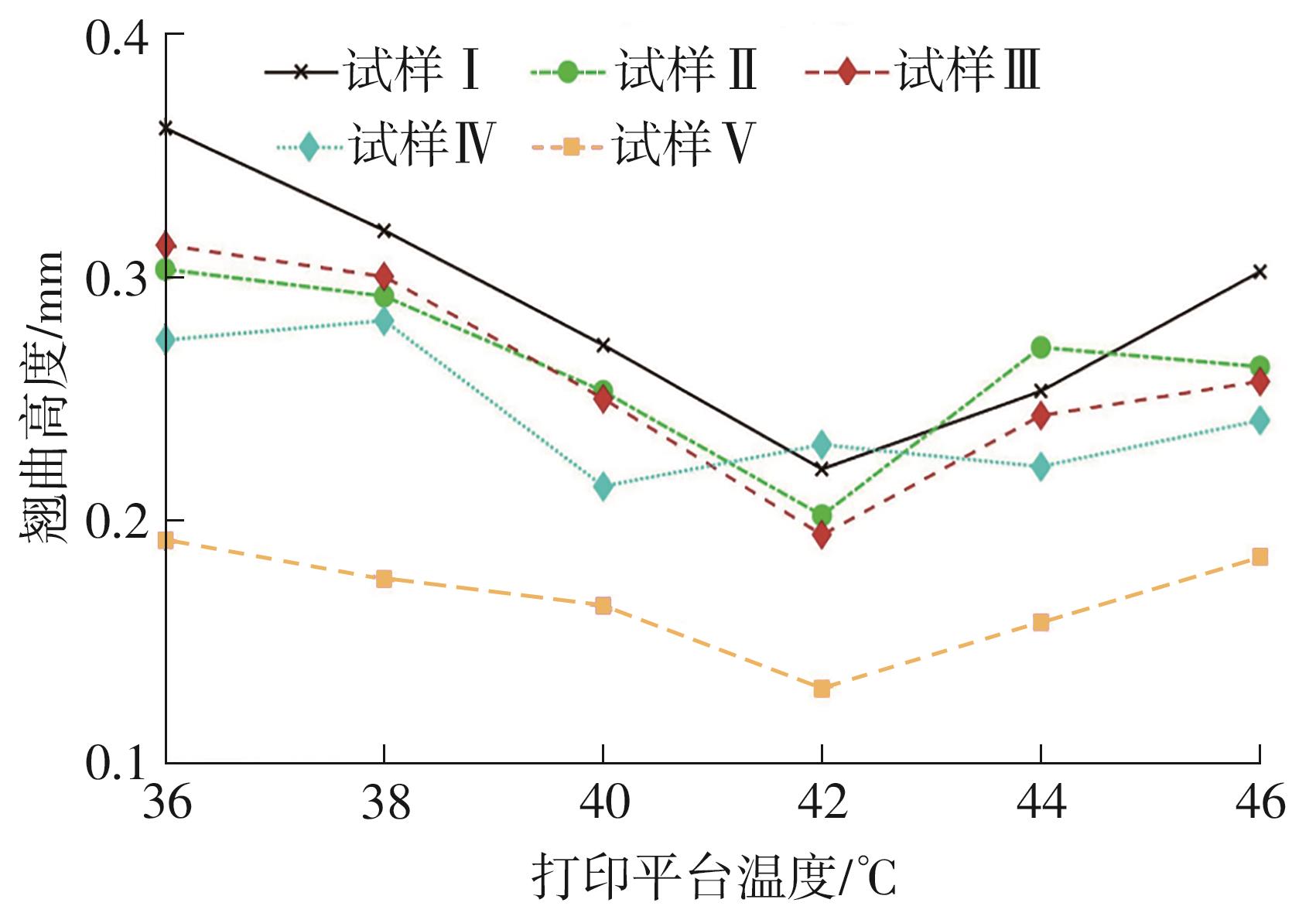
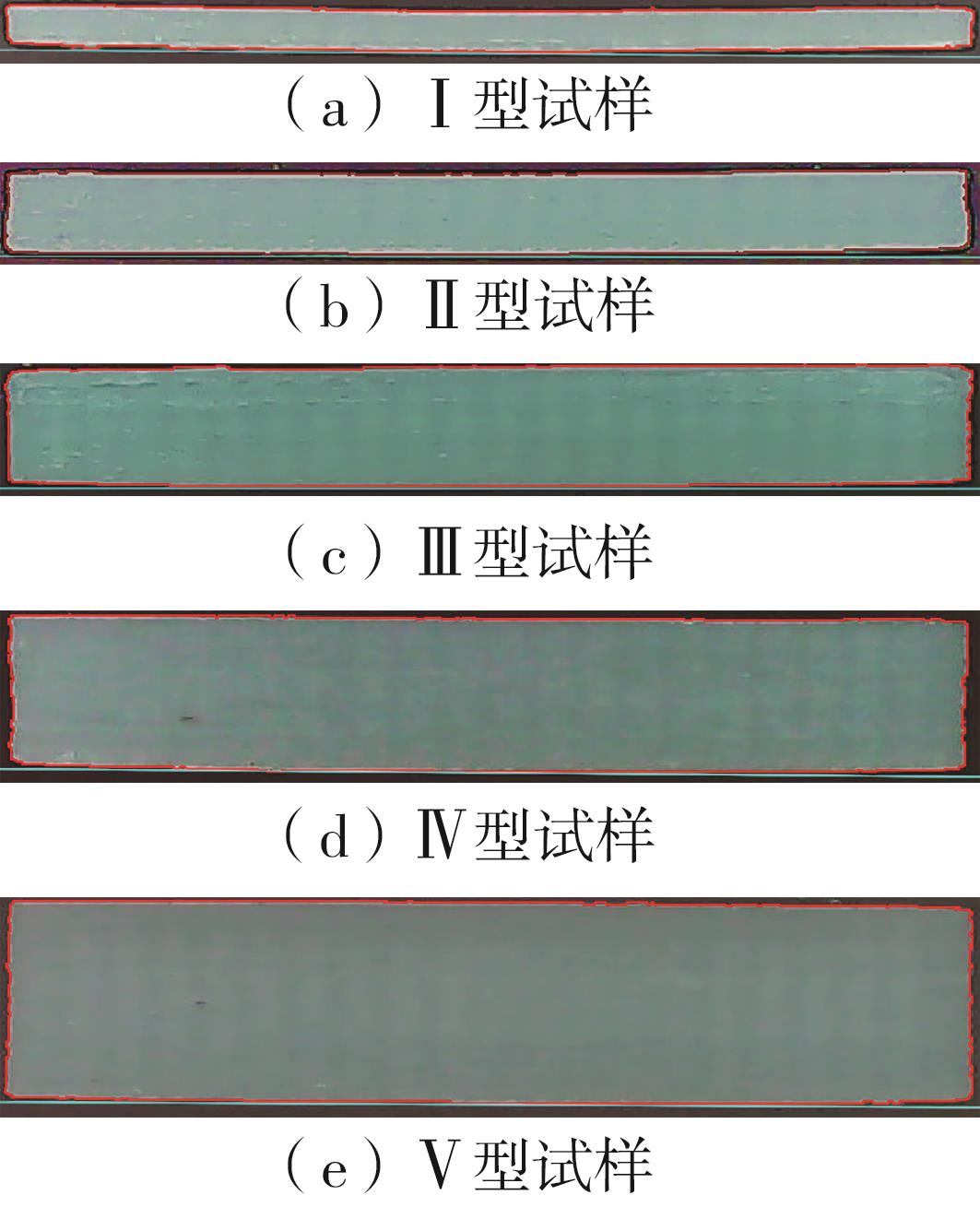
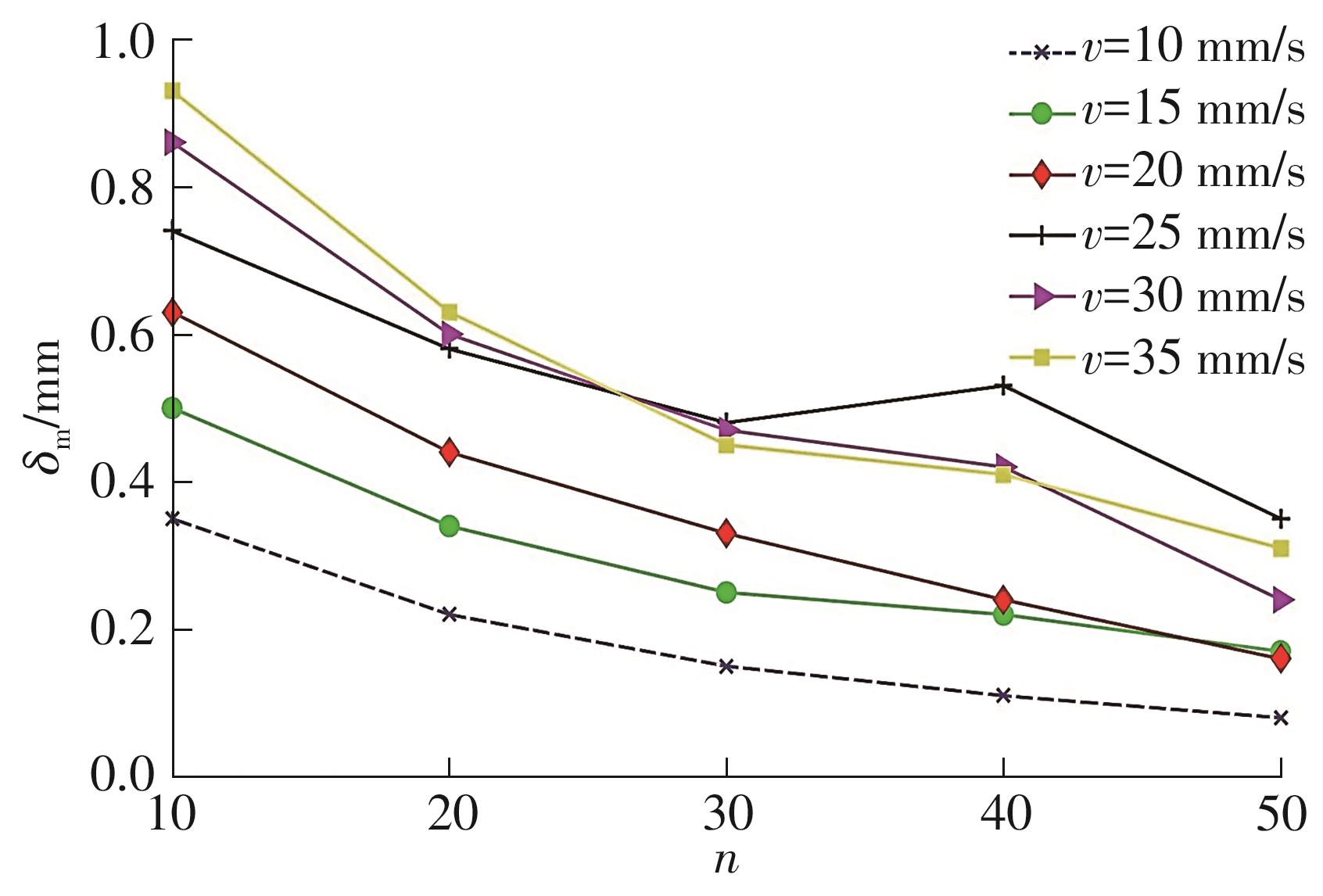
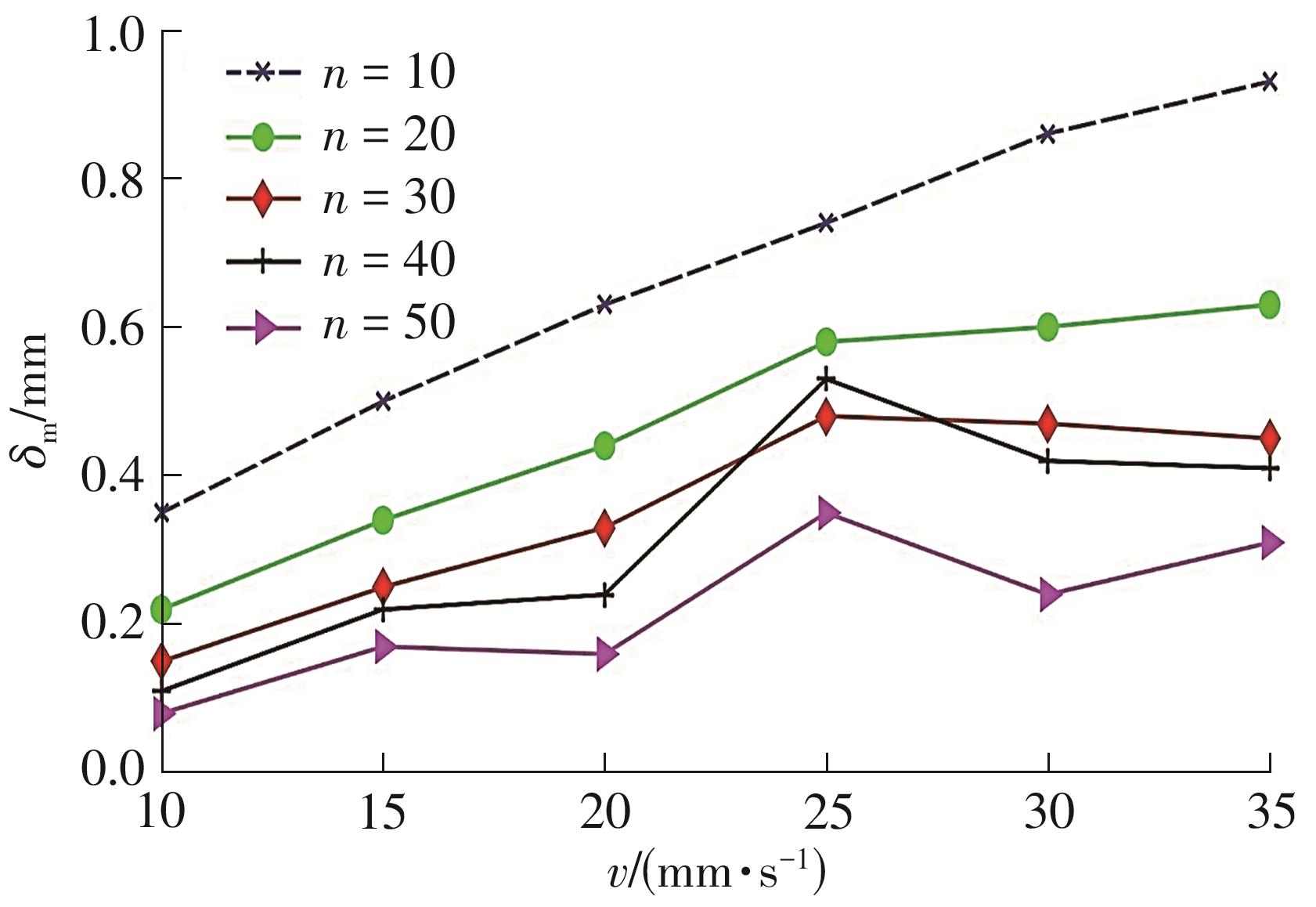
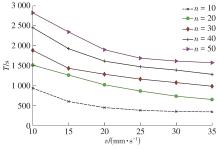
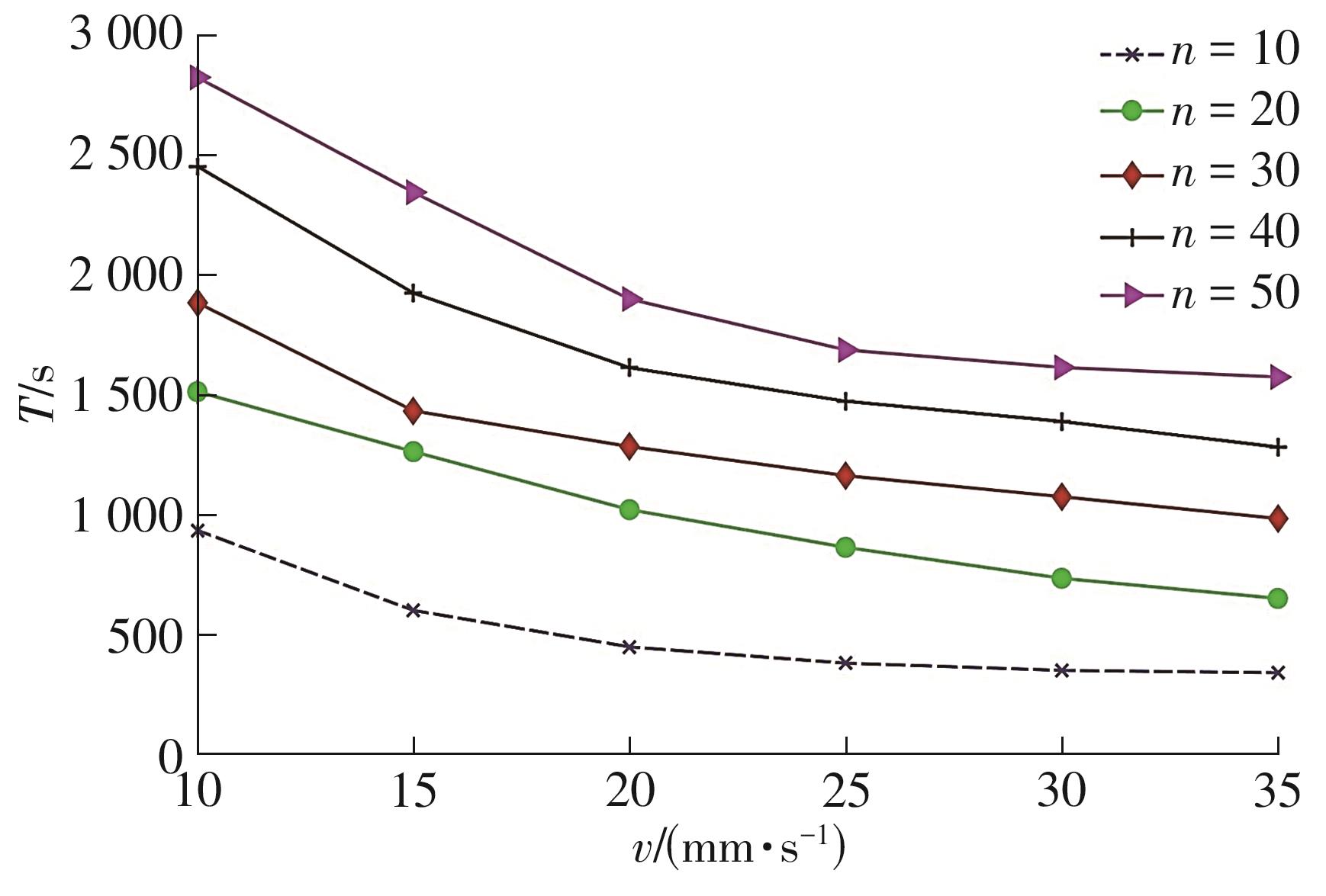
通过快速模具制造可打印熔模铸造用的蜡模,缩短生产周期,提高生产效率。但在实际成型过程中,由于制件不同位置的温度分布不均,会造成内应力差异,导致制件翘曲变形,进而对制件的成型质量产生较大的影响;而且,受3D打印速度和沉积层数等成型参数的制约,较难在降低制件翘曲变形程度的同时提高成型效率。有鉴于此,文中通过建立成型制件翘曲变形的数学模型,并结合实验设计与数学计算等方法,探究打印速度对铸造蜡直写成型翘曲变形程度与打印效率的影响机制。实验结果显示:在一定打印速度下,试样翘曲值随沉积层数的增加而减小,且随着打印速度的不断增加翘曲值逐渐变大;成型打印速度越高,不同试样的打印耗时越接近于某一稳定值,表明打印速度对成型效率的影响随打印速度的增加而降低。文中还通过对成型翘曲变形和打印效率分别赋予权重系数,建立了表面轮廓最佳打印速度连续函数模型,并验证了模型的有效性。研究结果表明,基于铸造蜡成型翘曲变形建立的最佳打印速度连续函数模型可在降低翘曲变形的同时提高打印效率。
中图分类号: