
收稿日期: 2021-12-17
网络出版日期: 2022-03-21
基金资助
中央高校基本科研业务费面上项目(2020ZYGXZR043);广东省基础与应用基础研究资金自然科学基金项目(2021A1515011074)
On the Mechanism of Multi-process Compound Spinning for Thin-walled Deep Cup Shaped Parts
Received date: 2021-12-17
Online published: 2022-03-21
Supported by
the Fundamental Research Funds for the Central Universities(2020ZYGXZR043);Natural Science Foundation of Basic and Applied Basic Research Fund of Guangdong Province(2021A1515011074)
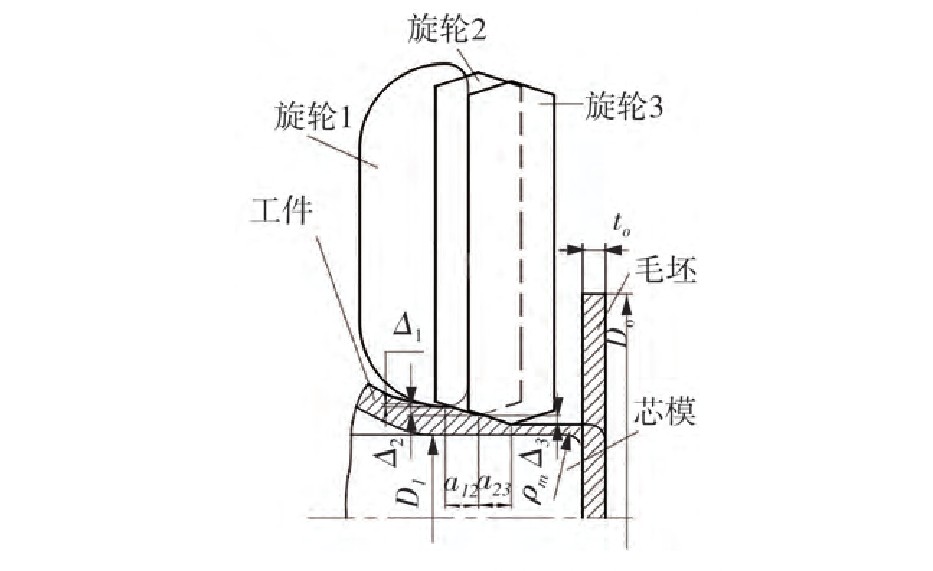
针对传统的薄壁深杯形件成形流程长、效率低、质量控制难的问题,提出采用拉深-流动多工艺复合旋压方法实现此类零件的高效短流程精确制备。基于Abaqus有限元软件建立了SPHC热轧钢薄壁深杯形件拉深-流动多工艺复合旋压成形有限元模型,研究了深杯形件复合旋压成形时的应力应变分布及材料流动行为,揭示了复合旋压的成形机理,结合复合旋压成形试验,验证了有限元模拟的准确性。结果表明:采用多工艺复合旋压工艺可实现深杯形零件的单道次旋压成形,并可获得成形质量良好的薄壁深杯形零件。按照材料变形状况,多工艺复合旋压可分为拉深旋压阶段、流动旋压起始阶段和复合旋压稳定阶段;在流动旋压起始阶段最大等效应变随旋压的进行而急剧上升;在稳定旋压阶段最大等效应变出现在已成形区域,其变形状态为轴向与切向拉伸、径向压缩,而过渡区域为轴向拉伸、径向与切向压缩。流动旋压起始阶段,贴模区域材料向口部的轴向流动随着拉深旋压用与流动旋压用旋轮间的轴向错距量的增大而增大。在复合旋压稳定阶段,坯料与拉深旋压用旋轮接触的外侧区域受三向压应力,而内侧区域受到三向拉应力的作用,坯料与流动旋压用旋轮接触区域受三向压应力作用。为保证旋压成形质量,旋压拉深旋压用旋轮与流动旋压用旋轮之间的轴向错距量应取值大于5.3 mm。
徐晓, 张川洋, 肖刚锋, 等 . 薄壁深杯形件多工艺复合旋压成形机理研究[J]. 华南理工大学学报(自然科学版), 2022 , 50(9) : 109 -115 . DOI: 10.12141/j.issn.1000-565X.210804
To solve the problems of long forming process, low efficiency, and difficult quality control in the traditional machining methods for thin-walled deep cup-shaped parts, a deep drawing-flow multi-process compound spinning method, which can realize the precise preparation of such parts with high efficiency, was proposed in this paper. Based on software Abaqus, a finite element model of Compound Spinning for the deep cup-shaped part of SPHC steel was established. It was used to study the strain and stress distribution and the flow of the material in the compound spinning process of deep cup shaped parts, and reveal the forming mechanism of compound spinning. Combining with the compound spinning forming experiments, the correctness of the finite element model was verified. The results show that the multi-process compound spinning process can obtain the thin-walled deep cup-shaped parts with good forming quality in single spinning process. According to the deformation of materials, multi process compound spinning can be divided into drawing spinning stage, flow spinning initial stage and compound spinning stable stage. In the initial stage of flow spinning, the maximum equivalent strain rises sharply with the progress of spinning. In the stable spinning stage, the maximum equivalent strain appears in the formed region, and its deformation state is axial and tangential tension and radial compression, while the transition region is axial tension, radial and tangential compression. In the initial stage of flow spinning, the axial flow of the material in the die area to the mouth increases with the increase of the axial offset between the rollers for deep drawing and flow spinning. In the stable stage of compound spinning, the outer area of the blank in contact with the roller for deep drawing spinning is subject to three-dimensional compressive stress, while the inner area is subject to three-dimensional tensile stress, and the contact area between the blank and the roller for flow spinning is subject to three-dimensional compressive stress. To ensure the spinning forming quality, the axial offset between the roller for spinning drawing and the roller for flow spinning should be greater than 5.3 mm.
| 1 | 夏琴香 .特种旋压成形技术[M].北京:科学出版社,2017. |
| 2 | 李辉,杨锋,梁忠强 .多道次变薄拉深尺寸精度研究与优化[J].塑性工程学报,2018,25(6):41-47. |
| 2 | LI Hui, YANG Feng, LIANG Zhong-qiang .Study and optimization of dimension accuracy of multi-step ironing[J].Journal of Plasticity Engineering,2018,25(6):41-47. |
| 3 | MUSIC O, ALLWOODJ M, KAWAI K .A review of the mechanics of metal spinning[J].Journal of Materials Processing Technology,2010,210(1):3-23. |
| 4 | XIA Q X, XIAO G F, LONG H, et al. A review of process advancement of novel metal spinning[J].International Journal of Machine Tools & Manufacture,2014,85:100-121. |
| 5 | 周宇静,程秀全,夏琴香 .细长薄壁筒形件错距旋压成形工艺研究[J].轻合金加工技术,2011,39(8):30-34. |
| 5 | ZHOU Yujing, CHENG Xiuquan, XIA Qinxiang .Re-search on stepped spinning process of long and slim thin-wall tube[J].Light Alloy Fabrication Technology,2011,39(8):30-34. |
| 6 | XU W C, ZHAO X K, SHAN D B,et al .Numerical simulation and experimental study on multi-pass stagger s-pinning of internally toothed gear using plate blank[J].Journal of Materials Processing Technology,2016(229):450-466. |
| 7 | 王成和,刘克璋,周路 .旋压技术[M].福州:福建科学技术出版社,2017. |
| 8 | 高曙,仇梅香 .强力旋压轴向错距的精确计算[J].锻压技术,1994(5):46-49,20. |
| 8 | GAO Shu, CHOU Meixiang .Accurate calculation of axial offset of power spinning[J].Forging and Stamping Tech-nology,1994(5):46-49,20. |
| 9 | 夏琴香,阮锋 .旋轮形状对杯形件单道次拉深旋压成形的影响[J].精密成形工程,2002,20(6):30-32. |
| 9 | XIA Qinxiang, RUAN Feng .Effect of the roller shape on the one-path deep drawing spinning of cups[J].Metal Forming Technology,2002,20(6):30-32. |
| 10 | 夏琴香,张鹏,程秀全,等 .筒形件错距旋压成形工艺参数的正交试验研究[J].锻压技术,2012,37(6):42-46 |
| 10 | XIA Qin-xiang, ZHANG Peng, CHENG Xiu-quan,et al .Orthogonal experimental study on forming process parameters of tube stagger spinning[J].Forging and Stamping Technology,2012,37(6):42-46. |
| 11 | 余林峰,徐晓,夏琴香,等 .薄壁内外齿形件旋压成形机理[J].锻压技术,2021,46(5):86-93. |
| 11 | YU Lin-feng, XU Xiao, XIA Qin-xiang,et al .Spi-nning mechanism of thin-walled internal and external toot-hed parts[J].Forging and Stamping Technology,2021,46(5):86-93. |
| 12 | 张宁,檀雯,李永华,等 .筒形件错距旋压数值模拟及旋压力分析[J].沈阳理工大学学报,2009,28(5):55-58. |
| 12 | ZHANG Ning, TAN Wen, LI Yonghua,et al .Numerical simulation and spinning force analysis for tube stagger sp-inning[J].Journal of Shengyang Ligong University,2009,28(5):55-58. |
| 13 | 刘胜新 .新编钢铁材料手册[M].北京:机械工业出版社,2010. |
| 14 | 苗培壮,朱小兵,胡成亮,等 .薄壁筒形件强力旋压有限元建模及优化分析[J].锻压技术,2014,39(9):137-142. |
| 14 | MIAO Pei-zhuang, ZHU Xiao-bin, HU Cheng-liang,et al .Finite element modeling and optimization analysis on power spinning of the thin-wall cylinder[J].Forging and Stamping Technology,2014,39(9):137-142. |
| 15 | XIA Qinxiang, SUSUMU Shima, HIDETOSHI Kotera,et al .A study of the one-path deep drawing spinning of cups[J].Journal of Materials Processing Tech.,2004(3):397-400. |
/
| 〈 |
|
〉 |
地址:广州 五山 华南理工大学17号楼 邮政编码:510640
电话: 020-87111794 邮箱:journal@scut.edu.cn

