
收稿日期: 2020-12-29
修回日期: 2021-03-24
网络出版日期: 2021-04-06
基金资助
国家自然科学基金资助项目(51665007,52065012);贵州省“千层次”创新型人才项目(黔财教[2018]190)
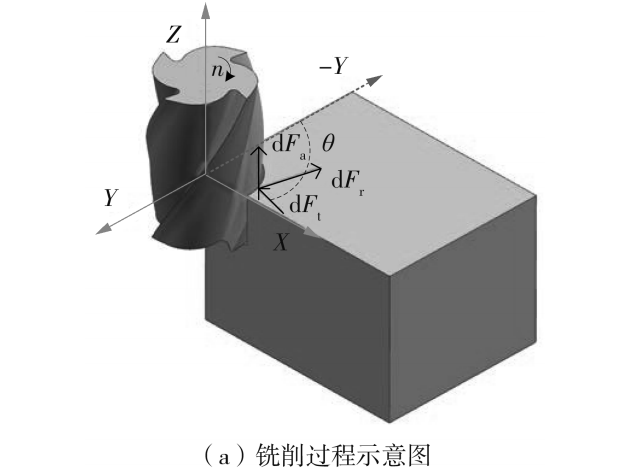
Experiment and modeling of the instantaneous milling force for asymmetric edge
Received date: 2020-12-29
Revised date: 2021-03-24
Online published: 2021-04-06
Supported by
Supported by the National Natural Science Foundation of China(51665007,52065012)
赵雪峰, 杨勇, 秦浩, 等 . 刀具非对称刃口瞬时铣削力建模与实验研究[J]. 华南理工大学学报(自然科学版), 2021 , 49(12) : 69 -78,112 . DOI: 10.12141/j.issn.1000-565X.200787
Key words:
asymmetric edge
/
| 〈 |
|
〉 |
地址:广州 五山 华南理工大学17号楼 邮政编码:510640
电话: 020-87111794 邮箱:journal@scut.edu.cn

